2 cicli di foratura – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 192
8 Programmazione: Cicli
176
8.2 Cicli di foratura
ú
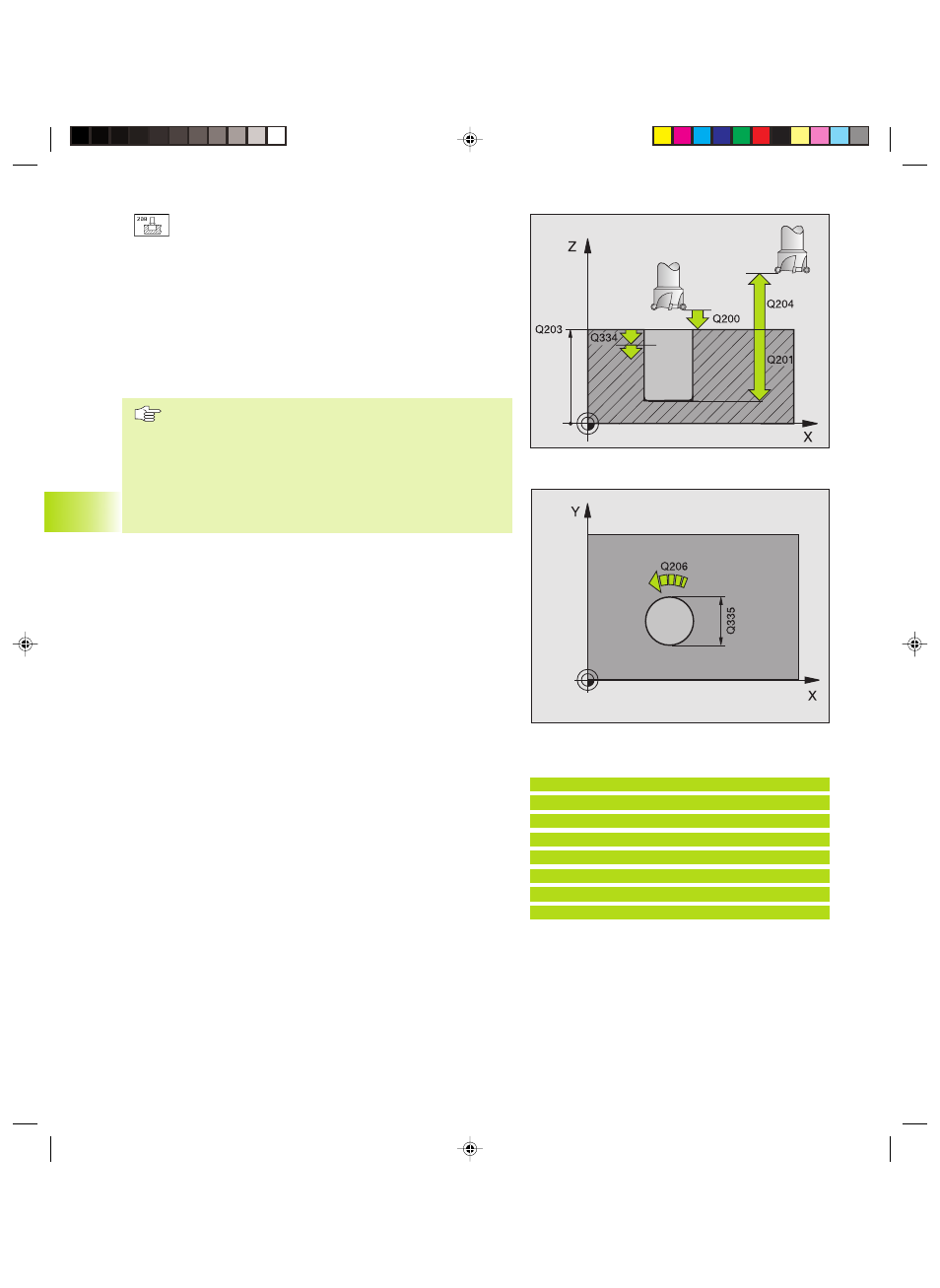
DISTANZA DI SICUREZZA Q200 (incrementale):
distanza tra lo spigolo inferiore dell'utensile e la
superficie del pezzo
ú
PROFONDITA’ Q201 (incrementale): distanza tra la
superficie del pezzo e il fondo del foro
ú
AVANZAMENTO IN PROFONDITA' Q206: velocità di
spostamento dell'utensile durante la foratura sulla
linea a spirale in mm/min
ú
ACCOSTAMENTO PER LINEA A SPIRALE Q334
(incrementale): quota di cui l'utensile viene di volta in
volta avvicinato alla linea a spirale (=360°).
Attenzione che in caso di accostamento troppo grande,
l'utensile si rovina e danneggiando così anche il pezzo.
Al fine di evitare l'immissione di un accostamento troppo
grande, indicare nella tabella utensili, nella colonna
ANGLE, l'angolo massimo possibile dell'utensile (vedere
„5.2 Dati utensile). Il TNC calcola quindi automaticamente
l'accostamento massimo consentito e modifica di
conseguenza il valore eventualmente immesso.
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
ú
DIAMETRO NOMINALE Q335 (assoluto): diametro
foro. Se è stato impostato il diametro nominale uguale
al diametro utensile, il TNC fora senza interpolazione
delle linee a spirale direttamente alla profondità
impostata.
Esempi di blocchi NC:
12 CICLO DEF 208 FRESATURA DI FORI
Q200=2
;DISTANZA DI SICUREZZA
Q201=-80
;PROFONDITA
Q206=150
;AVANZ. INCREMENTO
Q334=1.5
;PROF. INCREMENTO
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q335=25
;DIAMETRO NOMINALE
Kkap8.pm6
28.06.2006, 11:09
176