3 cor re zione dell’ut ensile – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 101
85
HEIDENHAIN TNC 426, TNC 430
Correzione del raggio dell’utensile
Il blocco di programma per la traiettoria utensile contiene:
■
RL o RR per la correzione del raggio
■
R+ o R–, per la correzione del raggio nelle traiettorie parassiali
■
R0, quando non è richiesta alcuna correzione del raggio
La correzione del raggio si attiva quando un utensile viene chiamato
e spostato nel piano di lavoro con RL o RR.
Il TNC annulla la correzione del raggio anche se:
■
si programma un blocco di posizionamento con R0
■
si abbandona il profilo con la funzione DEP
■
si programma un PGM CALL
■
si seleziona un nuovo programma con PGM MGT
Nella correzione di un raggio il TNC tiene conto dei valori delta sia
del blocco TOOL CALL che della tabella utensili.
Valore di correzione = R + DR
TOOL CALL
+ DR
TAB
dove
R
Raggio utensile R dal blocco TOOL DEF o dalla
tabella utensili
DR
TOOL CALL
Sovradimensione del raggio DR dal blocco TOOL
CALL (non viene calcolata nell‘indicazione di posizione)
(non calcolata nell'indicazione di posizione)
DR
TAB
Sovradimensione per il raggio DR dalla tabella utensili
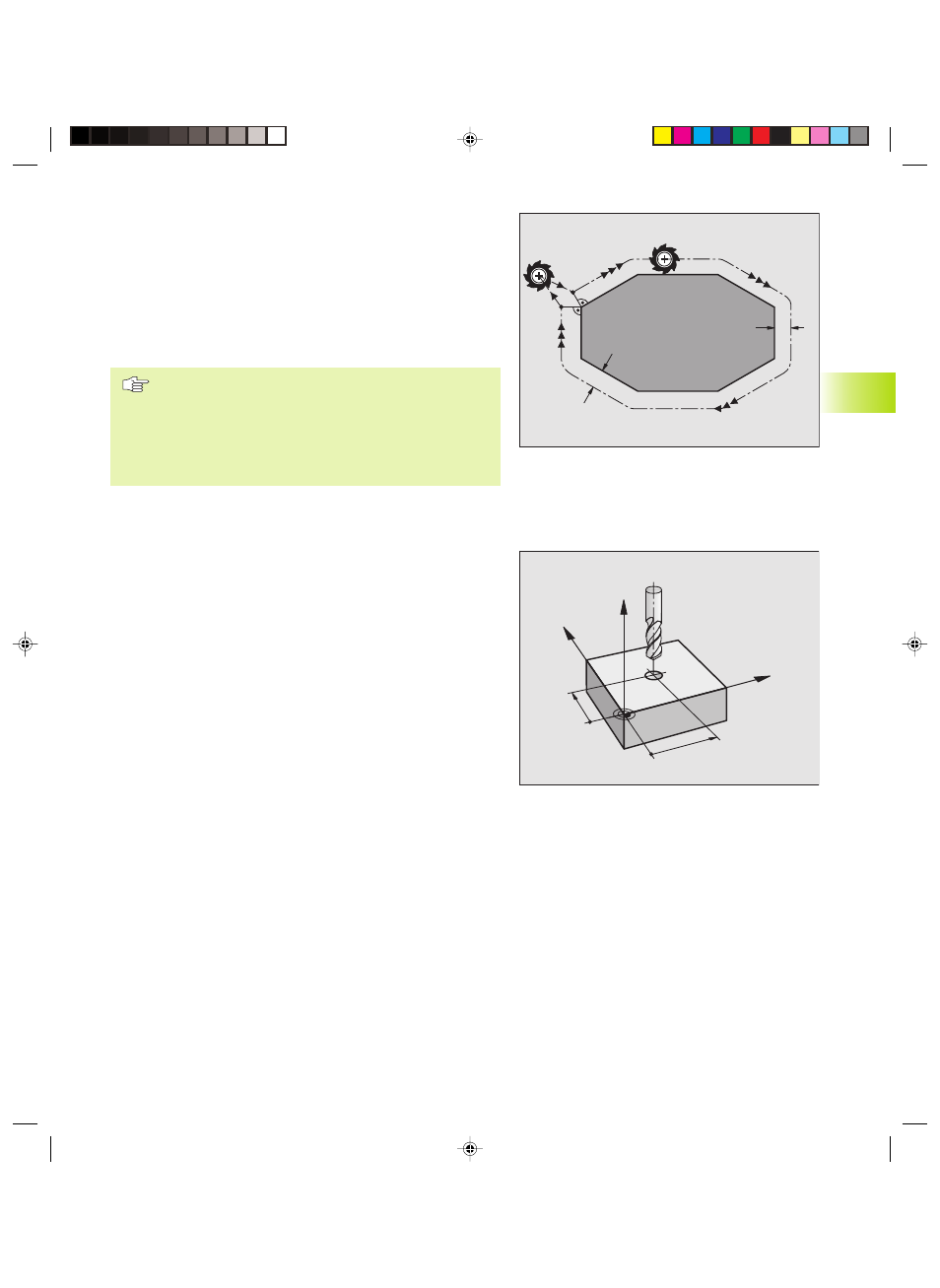
Traiettorie senza correzione del raggio: R0
L‘utensile si sposta nel piano di lavoro con il proprio centro sulla
traiettoria programmata, cioè sulle coordinate programmate.
Impiego: foratura, preposizionamenti
Vedere figura a destra.
Traiettorie con correzione del raggio: RR e RL
RR L’utensile si sposta a destra del profilo
RL L’utensile si sposta a sinistra del profilo
Il centro dell’utensile si muove alla distanza del proprio raggio dal
profilo programmato: ”a destra” e ”a sinistra” indica la posizione
dell’utensile in direzione di spostamento lungo il profilo del pezzo.
Vedere le figure alla pagina successiva.
5.3 Cor
re
zione dell’ut
ensile
R
R
R0
RL
Y
X
Z
X
Y
Fkap5.pm6
28.06.2006, 11:09
85