HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 88
88
avanzamento su punto di avvicinamento al di sopra del piano di
fresatura; quindi avanzamento verticale in profondità
■
R>0: la fresa percorre l'arco di avvicinamento/allontanamento
che si unisce tangenzialmente all'elemento del profilo
■
R<0 per spigoli interni: la fresa percorre l'arco di
avvicinamento/allontanamento che si unisce tangenzialmente
all'elemento del profilo
■
R<0 per spigoli esterni: lunghezza elemento di
avvicinamento/allontanamento lineare; avvicinamento/
allontanamento tangenziale all'elemento del profilo
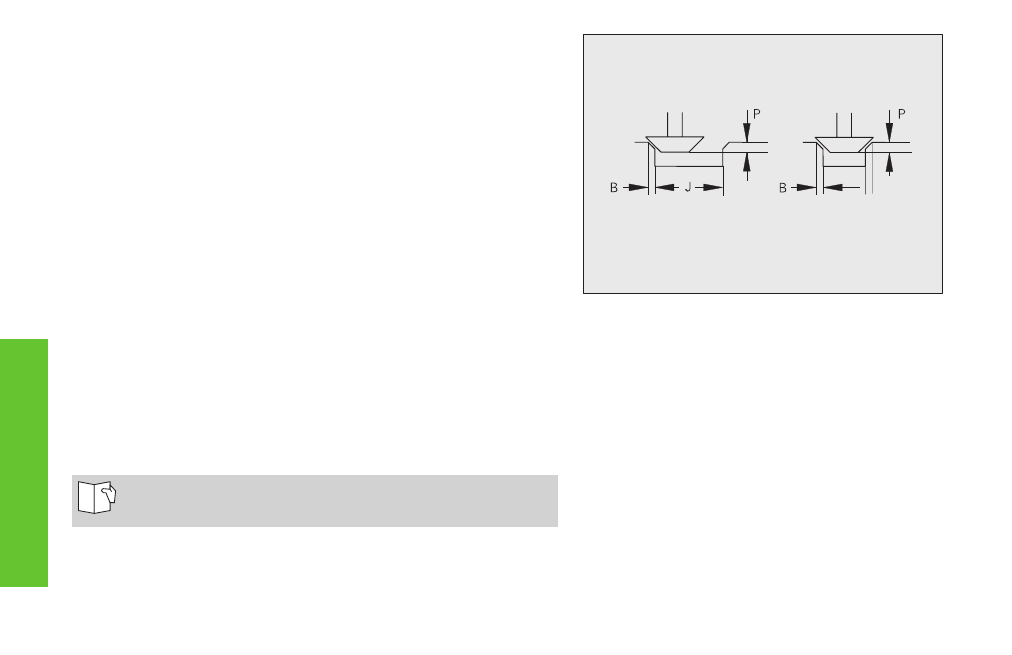
P:
Profondità di fresatura
■
Fresatura, finitura – Nessuna immissione: profondità di
fresatura da descrizione profilo
■
Sbavatura: profondità di entrata dell'utensile
K:
Piano di ritorno – Nessuna immissione: l'utensile ritorna sulla
posizione di partenza
■
Superficie frontale o lato posteriore: posizione di ritorno in
direzione Z
■
Superficie cilindrica: posizione di ritorno in direzione X (quota
diametro)
B:
Larghezza smusso per sbavatura spigoli superiori (segno irrilevante)
J:
Diametro di prelavorazione (diametro fresa da lavorazione di fresatura)
■
Necessario per sbavatura di profili aperti
■
Assente se il diametro dell'utensile per sbavare e quello
dell'utensile per fresare sono identici
D, V: Inizio, fine numero elemento per matrici (solo se vengono
lavorate matrici parziali)
Numero elemento per matrici: vedere ”Manuale d‘esercizio
CNC PILOT 4290”.
Fresatura