HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 60
60
Cicli di tornitura semplici
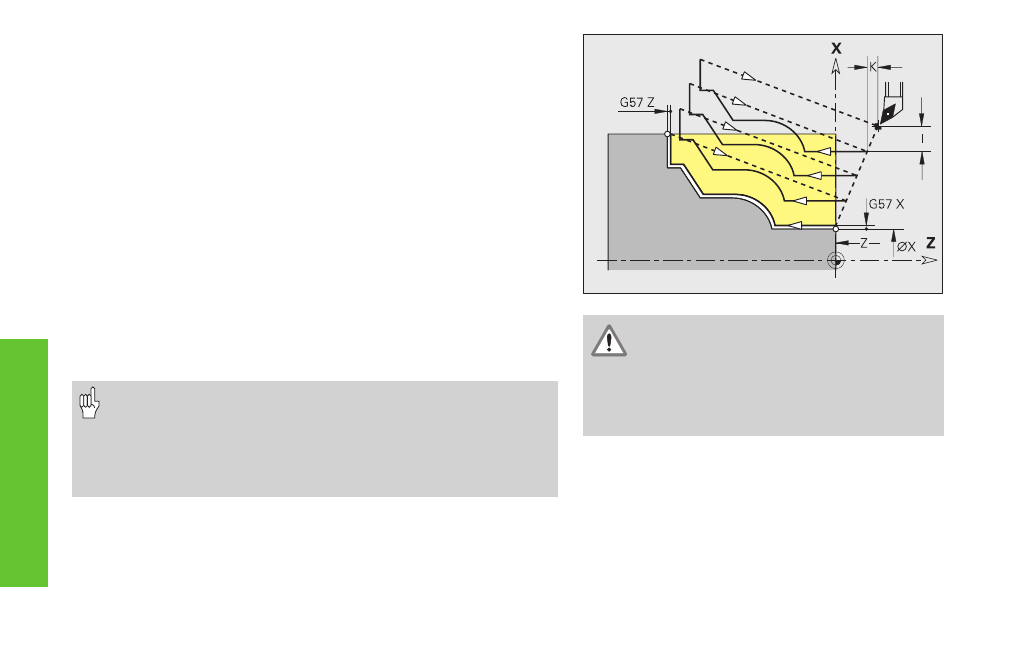
Ciclo di ripetizione profilo G83
L'istruzione G83 esegue più volte le funzioni programmate nei blocchi
successivi (percorsi di traslazione semplici o cicli senza descrizione
profilo). L'istruzione G80 termina il ciclo di lavorazione.
Se il numero di avanzamenti in direzione X e Z è diverso, si lavora
dapprima in entrambe le direzioni con i valori programmati.
L'avanzamento viene azzerato una volta raggiunto il valore previsto
per una direzione.
Note per la programmazione di G83
■
deve essere programmata da sola nel blocco,
■
non deve essere programmata con variabili K,
■
non deve essere annidata, nemmeno per la chiamata di
sottoprogrammi.
Posizione utensile a fine ciclo: punto di partenza ciclo.
Parametri
X/Z:
Punto di arrivo profilo (X come quota diametro) – Nessuna
immissione: conferma dell'ultima coordinata X/Z
I/K:
Avanzamento massimo (I: quota raggio) – default: 0
• Compensazione raggio tagliente: non viene eseguita e può
essere programmata separatamente con G40..G42.
• Sovrametalli: i sovrametalli G57 vengono calcolati; i
sovrametalli G58 vengono considerati se si lavora con SRK.
I sovrametalli rimangono attivi dopo la fine del ciclo.
• Distanza di sicurezza dopo ogni passata: 1 mm.
Attenzione Pericolo di collisione!
Dopo una passata l'utensile ritorna in
diagonale per avanzare per la passata
successiva. Programmare, se necessario, un
percorso supplementare in rapido per
evitare una collisione.