HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 67
67
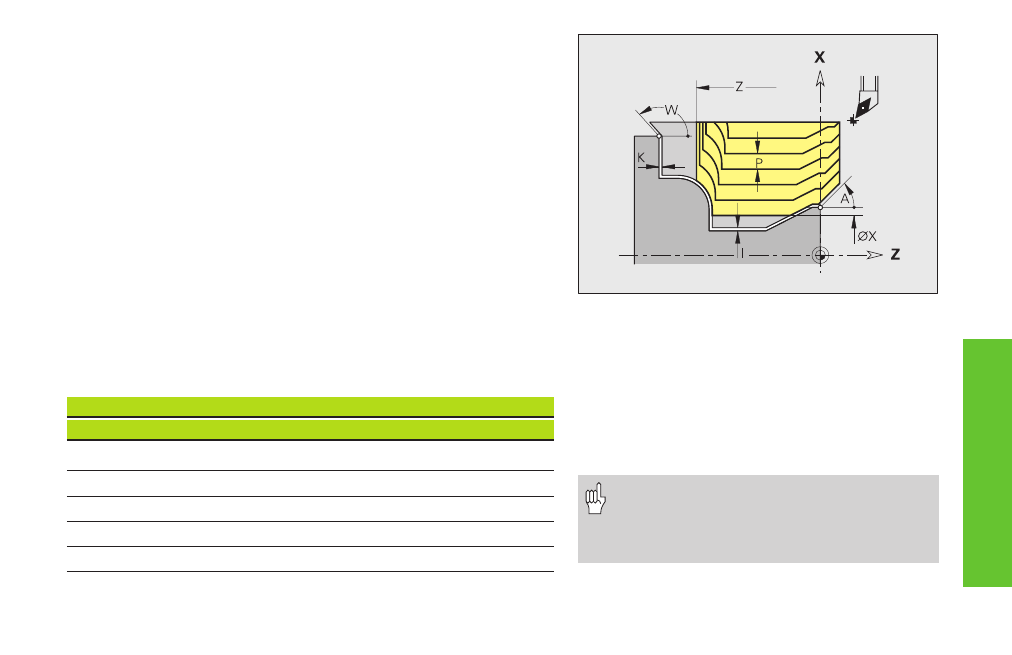
Sgrossatura parallela al profilo G830
L'istruzione G830 lavora (sgrossa) parallelamente al profilo l'area del
profilo descritta da ”NS, NE”.
Parametri
NS, NE: Numero blocco inizio, numero blocco fine (riferimento a
sezione profilo)
P:
Avanzamento massimo
I, K:
Sovrametalli (I come quota diametro) – default: 0
X/Z:
Limitazione di taglio (X come quota diametro)
A, W: Angolo di avvicinamento, angolo di allontanamento
(riferimento: asse Z)
■
Angolo di avvicinamento – default: 0°/180° (parallelo ad asse Z)
■
Angolo di allontanamento – default: 90°/270° (perpendicolare
ad asse Z)
Q:
Tipo di allontanamento a fine ciclo – default: 0
■
Q=0: ritorno al punto di partenza (prima in direzione X poi Z)
■
Q=1: posizionamento davanti al profilo finito
■
Q=2: sollevamento a distanza di sicurezza e arresto
V:
Identificativo smusso/arrotondamento a inizio/fine sezione
profilo – default: 0; lavorazione smusso/arrotondamento:
Cicli di t
o
rnit
ur
a r
elativi
al profilo
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
“•“: disattivazione elementi
■
V=0: a inizio e fine
■
V=1: a inizio
■
V=2: a fine
■
V=3: senza lavorazione
■
V=4: solo lavorazione smusso/arrotondamento
– non elemento base (premessa: la sezione del
profilo è composta da un solo elemento)
D:
Disattivazione elementi (interagisce su
lavorazione di scarichi, torniture automatiche:
vedere tabella) – default: 0
• Compensazione raggio tagliente: viene
eseguita.
• Sovrametalli (G57/G58): vengono
considerati.