HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 57
57
Utensile, correzioni
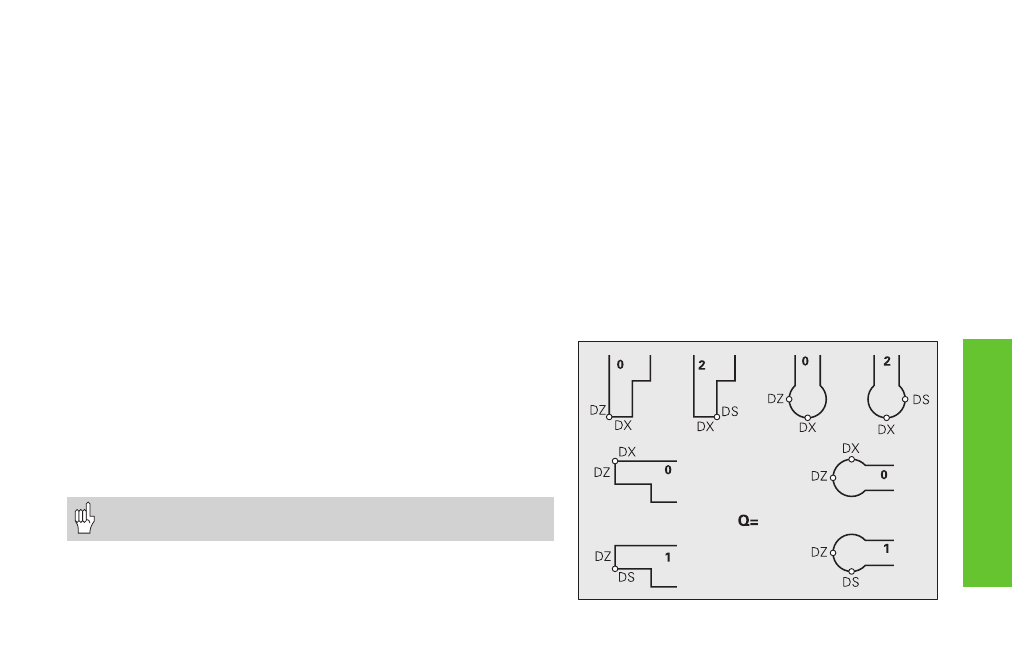
Correzione tagliente (cambio di) G148
Il parametro ”O” definisce le correzioni di usura da calcolare. All'avvio
del programma e dopo un'istruzione T sono attivi DX, DZ.
Parametro
O:
Selezione – default: 0
■
O=0: DX, DZ attivi – DS inattivo
■
O=1: DS, DZ attivi – DX inattivo
■
O=2: DX, DS attivi – DZ inattivo
I cicli di troncatura G860, G866 considerano automaticamente
la ”giusta” correzione usura.
Richiamo utensile T
A ”T” segue il numero WAPP. Il numero T può essere immesso
direttamente oppure selezionato da lista utensili (commutazione con il
tasto ”AVANTI”).
Numero WAPP:
W: Numero portautensili
A: Numero gruppo attacco
PP: Numero posto in portautensili
Se si lavora con utensili multipli, si programma ”T PP.S” o ”T WAPP.S”
(S = numero tagliente secondario).