HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 78
78
Ciclo di foratura G71
L'istruzione G71 esegue fori assiali e radiali con utensili fissi o
motorizzati.
Il ciclo viene impiegato per:
■
Foro singolo senza descrizione profilo
■
Foro con descrizione profilo (foro singolo o sagoma di fori)
Parametri
NS:
Numero blocco profilo foro (G49-Geo, G300-Geo o G310-Geo) –
Nessuna immissione: foro singolo senza descrizione profilo
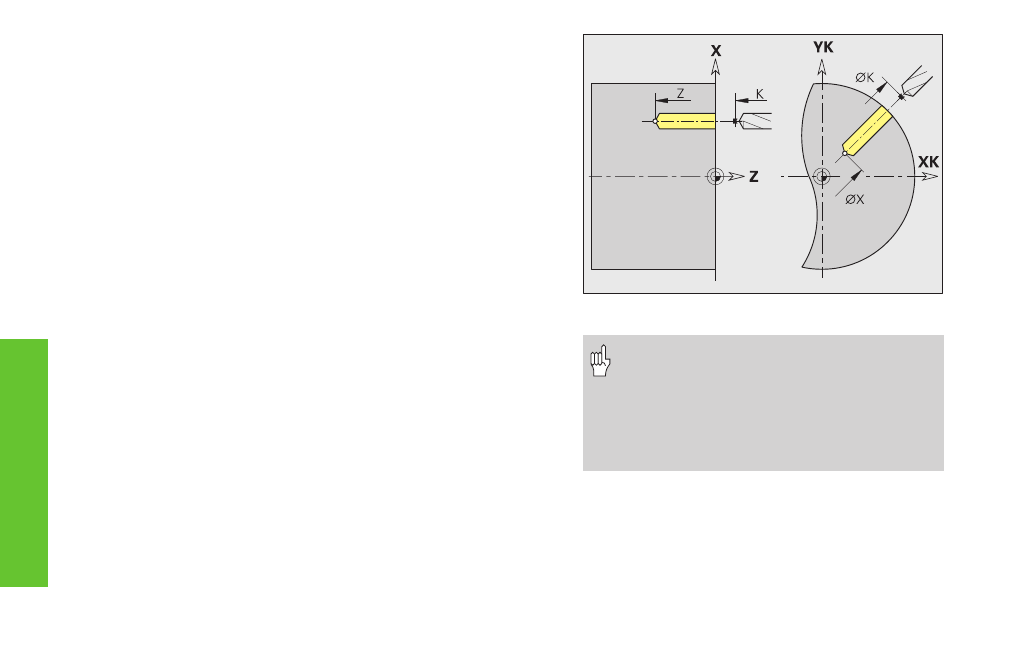
X, Z:
Posizione, lunghezza – Punto finale foro per fori assiali/radiali
(X come quota diametro)
E:
Tempo di sosta in secondi (per rottura trucioli a fine foro) –
default: 0
V:
Riduzione avanzamento (50%) – default: 0
■
V=0 o 2: riduzione avanzamento all'inizio
■
V=1 o 3: riduzione avanzamento all'inizio e alla fine
■
V=4: riduzione avanzamento alla fine
■
V=5: senza riduzione avanzamento
Eccezione con V=0 e V=1: senza riduzione avanzamento per
foratura con punte con placchette e punte a spirale con angolo
di foratura di 180°
D:
Velocità di ritorno – default: 0
■
D=0: rapido
■
D=1: avanzamento
K:
Piano di ritorno (fori radiali e fori nel piano YZ: quota diametro) –
Nessuna immissione: l'utensile trasla sulla posizione di
partenza o a distanza di sicurezza
Cicli di foratura
• Foro singolo senza descrizione profilo:
programmare in alternativa ”X o Z”.
• Foro con descrizione profilo: non
programmare ”X, Z”.
• Sagoma di fori: ”NS” visualizza il foro sul
profilo (non sulla definizione della sagoma).