HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 74
74
Cicli di filettatura
Ciclo di filettatura G31
L'istruzione G31 esegue il filetto definito con G24-Geo, G34-Geo o G37-
Geo. L'istruzione G31 lavora anche filetti concatenati e a più principi.
Lunghezza entrata, Lunghezza sovracorsa: se non si programma
”B, P”, il CNC PILOT determina la lunghezza sulla base degli scarichi o
delle gole adiacenti. Se uno scarico/gola non è presente, si impiega
”Lunghezza entrata filetto, Lunghezza uscita filetto” del parametro di
lavorazione 7.
Parametri
NS:
Numero blocco (riferimento all'elemento base G1-Geo della
descrizione del profilo filettato)
I:
Avanzamento massimo
B, P: Lunghezza entrata, lunghezza sovracorsa
D:
Direzione di taglio (riferimento: direzione di definizione
elemento base) – default) – default: 0;
■
D=0: stessa direzione
■
D=1: direzione opposta
V:
Tipo di avanzamento – default: 0;
■
V=0: passata trasversale costante per tutte le passate
■
V=1: avanzamento costante
■
V=2: con configurazione di taglio residua; se dalla divisione
profondità filetto/avanzamento risulta un resto, questo vale per
per il primo avanzamento. L'”Ultima passata” viene ripartita in
1/2, 1/4, 1/8 e 1/8.
■
V=3: senza configurazione di taglio residua; l'avanzamento
viene calcolato sulla base di passo e numero di giri
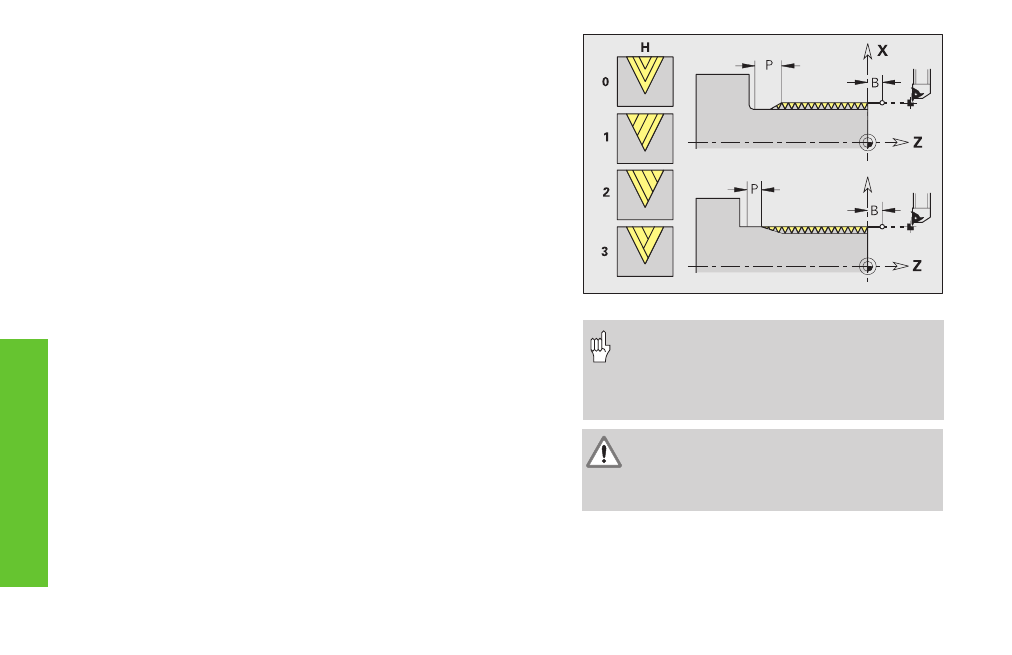
H:
Tipo di offset – default: 0
■
H=0: senza offset
■
H=1: offset da sinistra
■
H=2: offset da destra
■
H=3: offset alternato a destra/sinistra
Q:
Numero di passate a vuoto dopo l'ultima passata – default: 0
C:
Angolo di partenza – default: 0
• ”Stop avanzamento” agisce alla fine di
una filettatura.
• L'override avanzamento è inattivo.
• Con precontrollo disinserito non utilizzare
l'override mandrino!
Attenzione Pericolo di collisione!
In caso di eccessiva ”Lunghezza sovracorsa
P” sussiste il pericolo di collisione. Verificare
la lunghezza di sovracorsa nella Simulazione.