HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 47
47
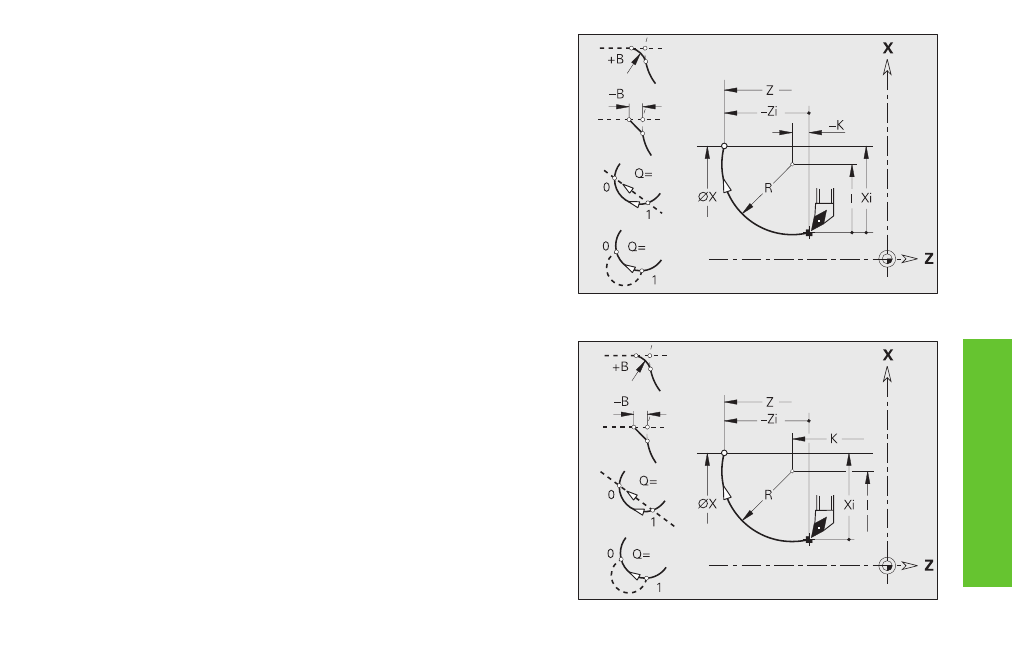
Movimento circolare
G2, G3 – Quota centro incrementale,
G12, G13 – Quota centro assoluta
L'utensile si sposta con avanzamento circolare al ”punto finale”. Il
senso di rotazione di G2, G3 o G12, G13 risulta dalla grafica ausiliaria.
L'avanzamento speciale è valido per smusso/arrotondamento.
Parametri
X, Z:
Diametro, lunghezza punto finale (X come quota diametro)
R:
Raggio (0 < R
200 000 mm)
Q:
Selezione punto di intersezione – default: Q=0
■
Q=0: punto di intersezione lontano
■
Q=1: punto di intersezione vicino
B:
Smusso/Arrotondamento
■
B nessuna immissione: passaggio tangenziale
■
B=0: passaggio non tangenziale
■
B>0: raggio raccordo
■
B<0: larghezza smusso
E:
Fattore di avanzamento speciale (0 < E
1) – default: 1
(Avanzamento speciale = avanzamento attivo * E)
Per G2, G3:
I, K:
Centro incrementale (distanza punto di partenza – centro;
I come quota raggio)
Per G12, G13:
I, K:
Centro assoluto (I come quota raggio)
Esempio: movimento circolare G2
Esempio: movimento circolare G12
Movimenti lineari e
circolari semplici