HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 84
Advertising
84
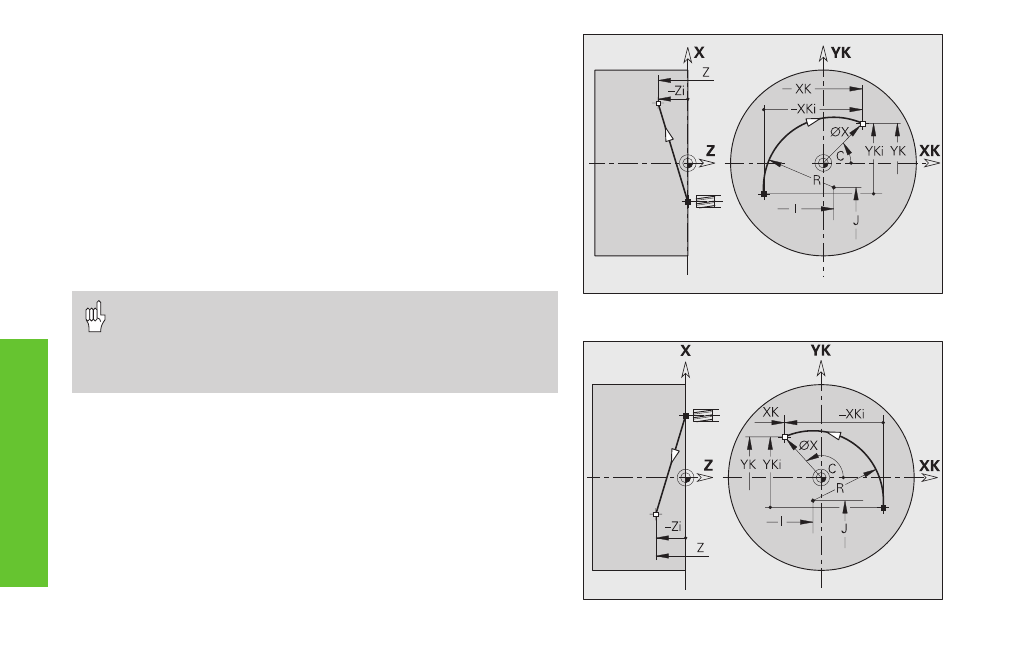
Arco superficie frontale/lato posteriore G102 / G103
L'utensile si sposta con avanzamento circolare al ”punto finale”.
Parametri
X, C: Punto finale, angolo finale
XK,YK: Punto finale
R:
Raggio
I, J:
Centro (in coordinate cartesiane)
Z:
Profondità finale – default: posizione Z attuale
H:
Piano cerchio (piano di lavorazione) – default:
■
H=0, 1: normale lavorazione superficie frontale (piano XY)
■
H=2: lavorazione in piano YZ
■
H=3: lavorazione in piano XZ
K:
Centro (direzione Z) – solo per H=2, 3
• Programmare X, C o XK, YK.
• Programmare ”Centro” o ”Raggio”.
• Immissione raggio: possibili archi solo
180°.
• Se il punto finale si trova nell'origine coordinate,
programmare XK=0 e YK=0.
Arco G102
Arco G103
Lavorazione superficie
frontale/lato posteriore
Advertising