HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 66
66
V:
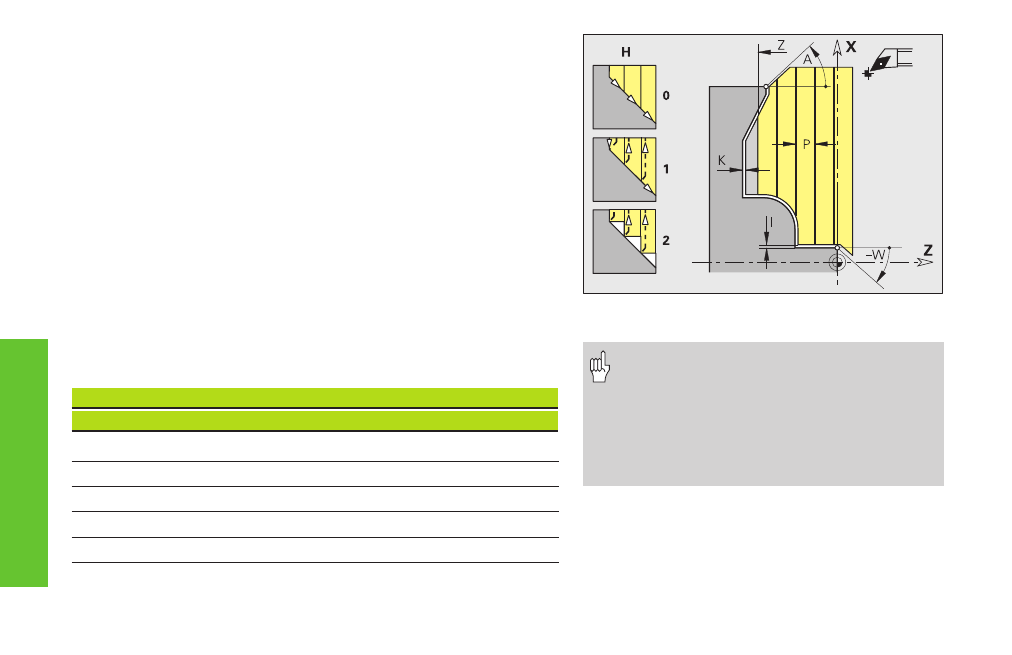
Identificativo smusso/arrotondamento a inizio/fine sezione
profilo – default: 0
Lavorazione smusso/arrotondamento:
■
V=0: a inizio e fine
■
V=1: a inizio
■
V=2: a fine
■
V=3: senza lavorazione
■
V=4: solo lavorazione smusso/arrotondamento – non
elemento base (premessa: la sezione del profilo è composta da
un elemento)
D:
Disattivazione elementi (interagisce su lavorazione di scarichi,
torniture automatiche: vedere tabella) – default: 0
B:
Corsa di andata slitta con lavorazione a 4 assi
■
B=0: le due slitte lavorano su stesso diametro - con doppio
avanzamento
■
B<>0: distanza da slitta ”principale” (corsa di andata). Le slitte
lavorano con stesso avanzamento su diametri diversi
■
B<0: inizia slitta con numero maggiore
■
B>0: inizia slitta con numero minore
Cicli di t
o
rnit
ur
a r
elativi
al profilo
Sgrossatura profilo radiale G820
• Compensazione raggio tagliente: viene
eseguita.
• Sovrametalli (G57/G58): vengono
considerati.
• Assicurarsi che per cicli a 4 assi vengano
impiegati utensili identici (tipo utensile,
raggio tagliente, angolo tagliente ecc.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
“•“: disattivazione elementi