HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 76
76
Cicli di filettatura
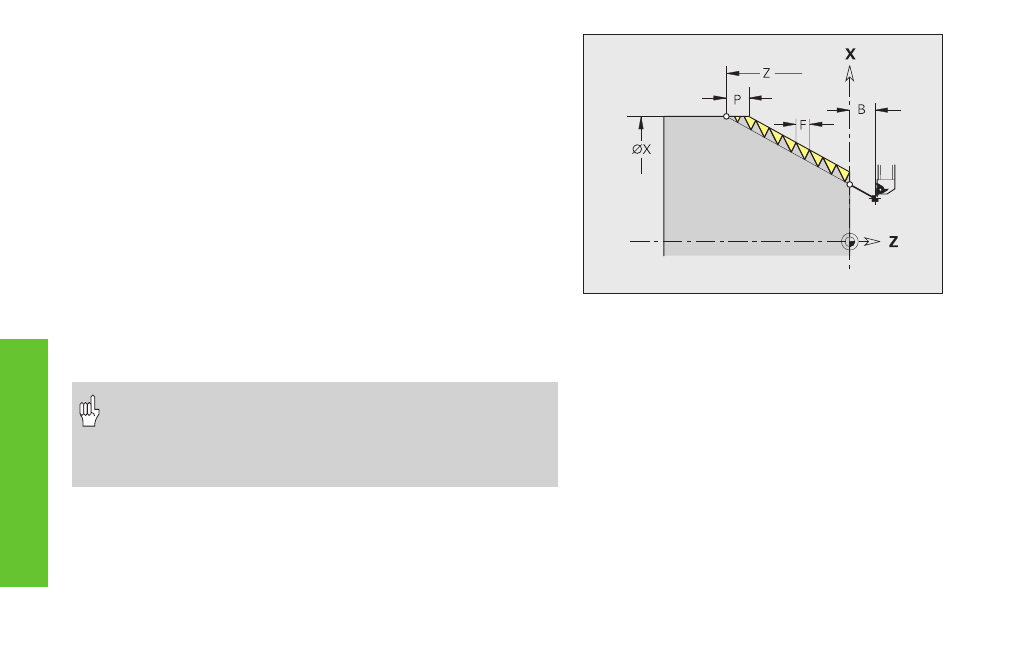
Filetto a singola passata G33
L'istruzione G33 esegue filetti in qualsiasi direzione e posizione (filetti
assiali, conici o radiali; filetti interni o esterni). Il filetto inizia nella
posizione dell'utensile e termina in ”X, Z”.
Parametri
X, Z:
Diametro, lunghezza punto finale filetto (X come quota
diametro)
F:
Avanzamento al giro (passo filetto)
B, P: Lunghezza entrata, lunghezza sovracorsa – default: 0 (vedere G33)
C:
Angolo di partenza – default: 0
Q:
Numero mandrino
H:
Direzione di riferimento per passo filetto – default: 0
■
H=0: avanzamento su asse Z (per filetto assiale e conico fino
a max. +45°/–45° rispetto ad asse Z)
■
H=1: avanzamento su asse X (per filetto radiale e conico fino a
max. +45°/–45° rispetto ad asse X)
■
H=2: avanzamento su asse Y
■
H=3: avanzamento traiettoria
E:
Passo variabile (aumenta/diminuisce il passo di E ogni giro) – default: 0
• ”Stop avanzamento” agisce alla fine di una filettatura.
• L'override avanzamento è inattivo.
• Con precontrollo disinserito non utilizzare l'override
mandrino!
• Eseguire il filetto con G95 (Avanzamento al giro).
Calcolo di ”Entrata filetto/Uscita filetto”
La slitta necessita di un'entrata prima del filetto vero e proprio, al fine
di poter accelerare alla velocità di avanzamento programmata, e di
un'uscita (anche detta ”sovracorsa”) alla fine del filetto per frenare la
slitta.
Calcolo della lunghezza di entrata:
BA > 0,75 * (F*S)² / a + 0,15
Calcolo della lunghezza di uscita:
BE > 0,75 * (F*S)² / e + 0,15
BA:
Lunghezza di entrata minima
BE:
Lunghezza di uscita minima
F:
Passo in mm/giro
S:
Velocità in giri/secondo
a, e:
Accelerazione in mm/s² (a = ”Accelerazione
avvio blocco”; e = ”Accelerazione fine
blocco” da parametro macchina 1105, segg.)