HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 73
73
D
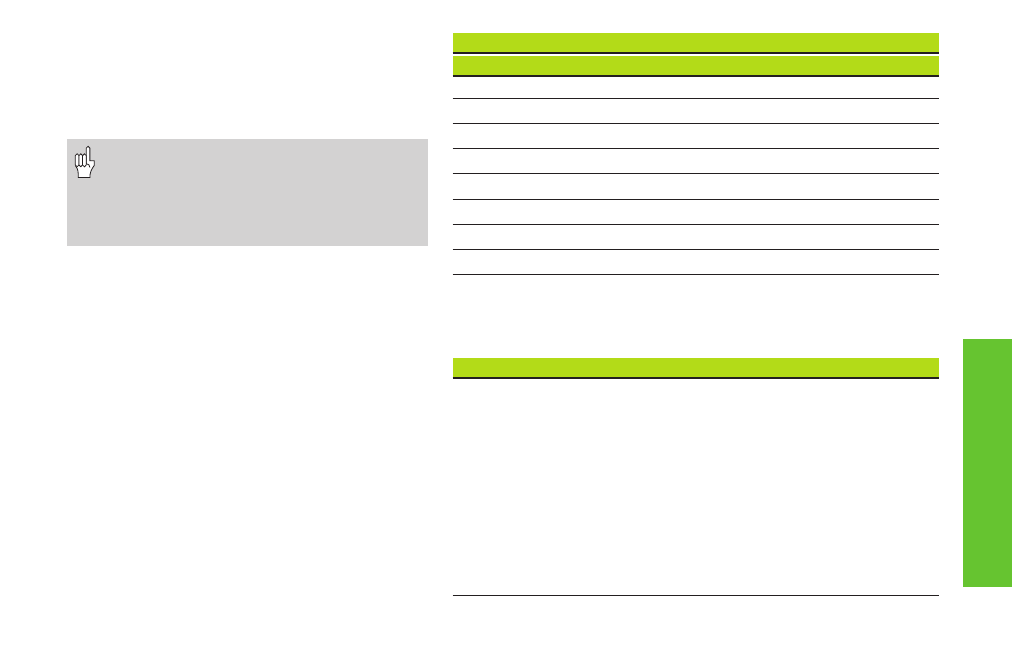
G22
G23
G23
G25
G25
G25
G25
Forma
(H0)
(H1)
U
E, F
G, H
K
0
–
–
–
–
–
–
–
1
–
–
•
–
•
•
•
2
–
–
•
–
–
–
–
3
–
–
–
–
•
•
•
4
–
–
•
–
–
•
•
5
–
–
•
–
•
•
–
6
–
–
•
–
•
–
–
7
•
•
•
•
•
•
•
“•“: disattivazione elementi
Altri codici D per disattivare scarichi/gole:
Chiamata G
Funzione
Codice D
G22
Gola anello di tenuta
512
G22
Gola anello di sicurezza
1.024
G23 H0
Gola generica
256
G23 H1
Tornitura automatica
2.048
G23 H4
Scarico Forma U
32.768
G23 H5
Scarico Forma E
65.536
G23 H6
Scarico Forma F
131.072
G23 H7
Scarico Forma G
262.144
G23 H8
Scarico Forma H
524.288
G23 H9
Scarico Forma K
1.048.576
Cicli di tornitura relativi al profilo
I, K:
Punto finale raggiunto a fine ciclo – eccetto
con H=3 o 4 (I come quota diametro)
O:
Riduzione avanzamento – default: 0
■
O=0: senza riduzione avanzamento
■
O=1: riduzione avanzamento attiva
Per Finitura residua (G890 – Q4) il CNC PILOT
verifica se l'utensile può penetrare nella base
del profilo senza pericolo di collisioni. Determi-
nante per questo controllo di collisione è il
parametro utensile ”Larghezza dn”.