HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 72
72
Continua
Cicli di tornitura relativi al profilo
Finitura profilo G890
L'istruzione G890 rifinisce parallelamente al profilo l'area del profilo
descritta da ”NS, NE”.
Parametri
NS, NE: Numero blocco inizio, fine (riferimento a sezione profilo)
E:
Comportamento in entrata
■
E=0: senza lavorazione profili inclinati
■
E>0: avanzamento in entrata
■
Nessuna immissione: riduzione avanzamento in funzione
dell'angolo di entrata, al massimo 50%
V:
Identificativo smusso/arrotondamento a inizio/fine sezione
profilo – default: 0; lavorazione smusso/arrotondamento:
■
V=0: a inizio e fine
■
V=1: a inizio
■
V=2: a fine
■
V=3: senza lavorazione
■
V=4: solo lavorazione smusso/arrotondamento – non
elemento base (premessa: la sezione del profilo è composta da
un solo elemento)
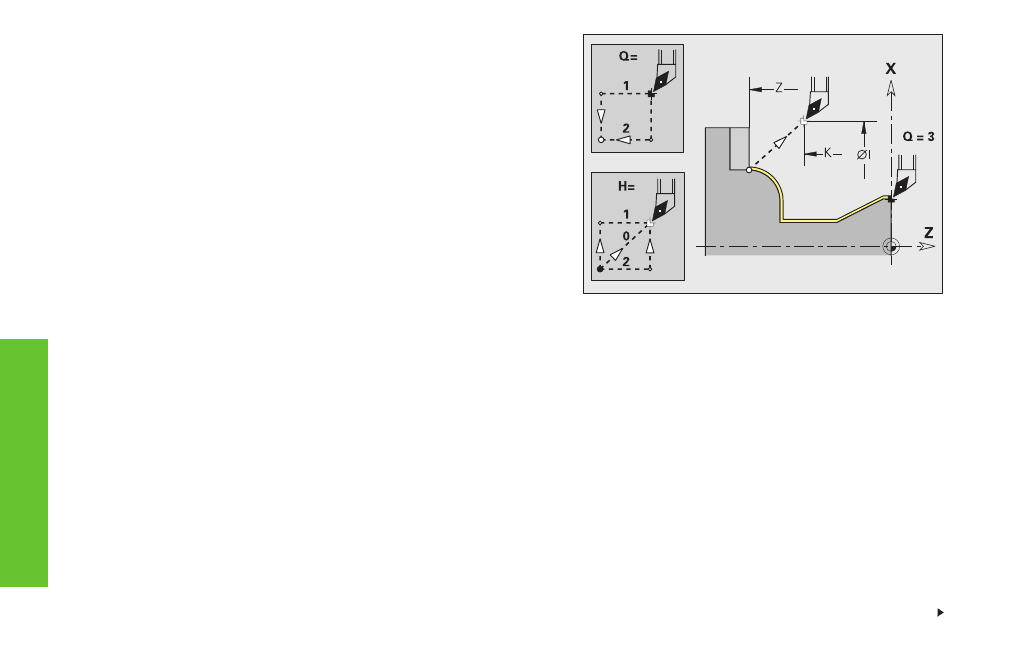
Q:
Tipo di avvicinamento – default: 0
■
Q=0: selezione automatica; il CNC PILOT verifica le seguenti
possibilità di avvicinamento:
– avvicinamento in diagonale
– prima in direzione X, poi Z
– equidistante intorno all'ostacolo
– omissione dei primi elementi del profilo se la posizione di
partenza è inaccessibile
■
Q=1: prima in direzione X, poi Z
■
Q=2: prima in direzione Z, poi X
■
Q=3: senza avvicinamento; l'utensile è in prossimità del
punto iniziale della sezione del profilo
■
Q=4: finitura residua
H:
Tipo di allontanamento – default: 3
L'utensile si solleva a 45° in direzione
opposta a quella di lavorazione e trasla sulla
posizione ”I, K” come segue:
■
H=0: in diagonale
■
H=1: prima in direzione X, poi Z
■
H=2: prima in direzione Z, poi X
■
H=3: arresto a distanza di sicurezza
■
H=4: senza movimento di allontanamento;
l'utensile si arresta sulla coordinata finale
X/Z:
Limitazione di taglio (X come quota diametro)
– Nessuna immissione: senza limitazione di
taglio
D:
Disattivazione elementi (interagisce sulla
lavorazione di scarichi, torniture automatiche
e gole: vedere tabella) – default: 1