HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 65
65
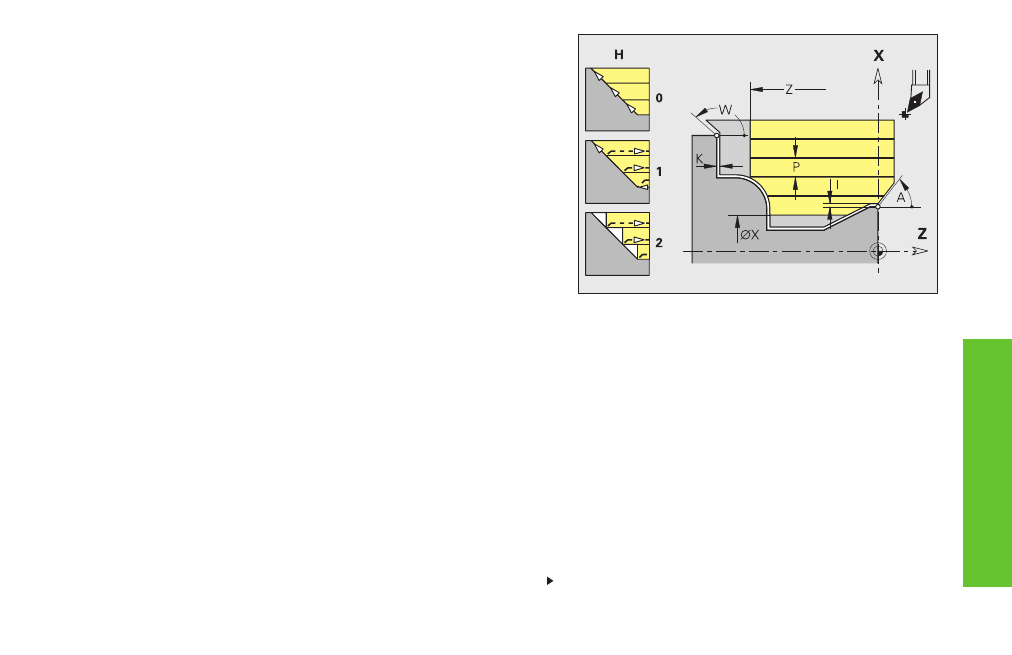
Sgrossatura assiale G810 / Sgrossatura radiale G820
L'istruzione G810/G820 lavora (sgrossa) l'area del profilo descritta da
”NS, NE”.
Parametri
NS, NE: Numero blocco inizio, numero blocco fine (riferimento a
sezione profilo)
P:
Avanzamento massimo
I, K:
Sovrametalli (I come quota diametro) – default: 0
E:
Comportamento in entrata
■
E=0: senza lavorazione profili inclinati
■
E>0: avanzamento in entrata
■
Nessuna immissione: riduzione avanzamento in funzione
dell'angolo di entrata, al massimo 50%
X/Z:
Limitazione di taglio (X come quota diametro)
H:
Tipo di allontanamento – default: 0
■
H=0: asportazione dopo ogni passata lungo il profilo
■
H=1: sollevamento a 45°; spianamento profilo dopo l'ultima
passata
■
H=2: sollevamento a 45° – senza spianamento profilo
A:
Angolo di avvicinamento (riferimento: asse Z)
■
G810 – default: 0°/180° (parallelo ad asse Z)
■
G820 – default: 90°/270° (perpendicolare ad asse Z)
W:
Angolo di allontanamento (riferimento: asse Z)
■
G810 – default: 90°/270° (perpendicolare ad asse Z)
■
G820 – default: 0°/180° (parallelo ad asse Z)
Q:
Tipo di allontanamento a fine ciclo – default: 0
■
Q=0: ritorno al punto di partenza (G810: prima in direzione X
poi Z; G820: prima in direzione Z poi X)
■
Q=1: posizionamento davanti al profilo finito
■
Q=2: sollevamento a distanza di sicurezza e arresto
Sgrossatura profilo assiale G810
Continua
Cicli di tornitura relativi al profilo