HEIDENHAIN iTNC 530 (606 42x-01) Manuale d'uso
Pagina 493
HEIDENHAIN iTNC 530
493
12.6 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
a
re
2)
Funzione
Se si esegue un programma con vettori normali alla superficie e si è
assegnata una tabella dei valori di correzione per l'utensile attivo nella
tabella utensili TOOL.T (colonna DR2TABLE), invece del valore di
correzione DR2 di TOOL.T il TNC calcola i valori dalla tabella dei valori
di correzione.
Il TNC calcola così il valore di correzione sulla base della relativa tabella
che è definita per il punto di contatto attuale dell'utensile con il pezzo.
Se il punto di contatto si trova tra due punti di correzione, il TNC
interpola quindi il valore di correzione in lineare tra i due angoli
adiacenti.
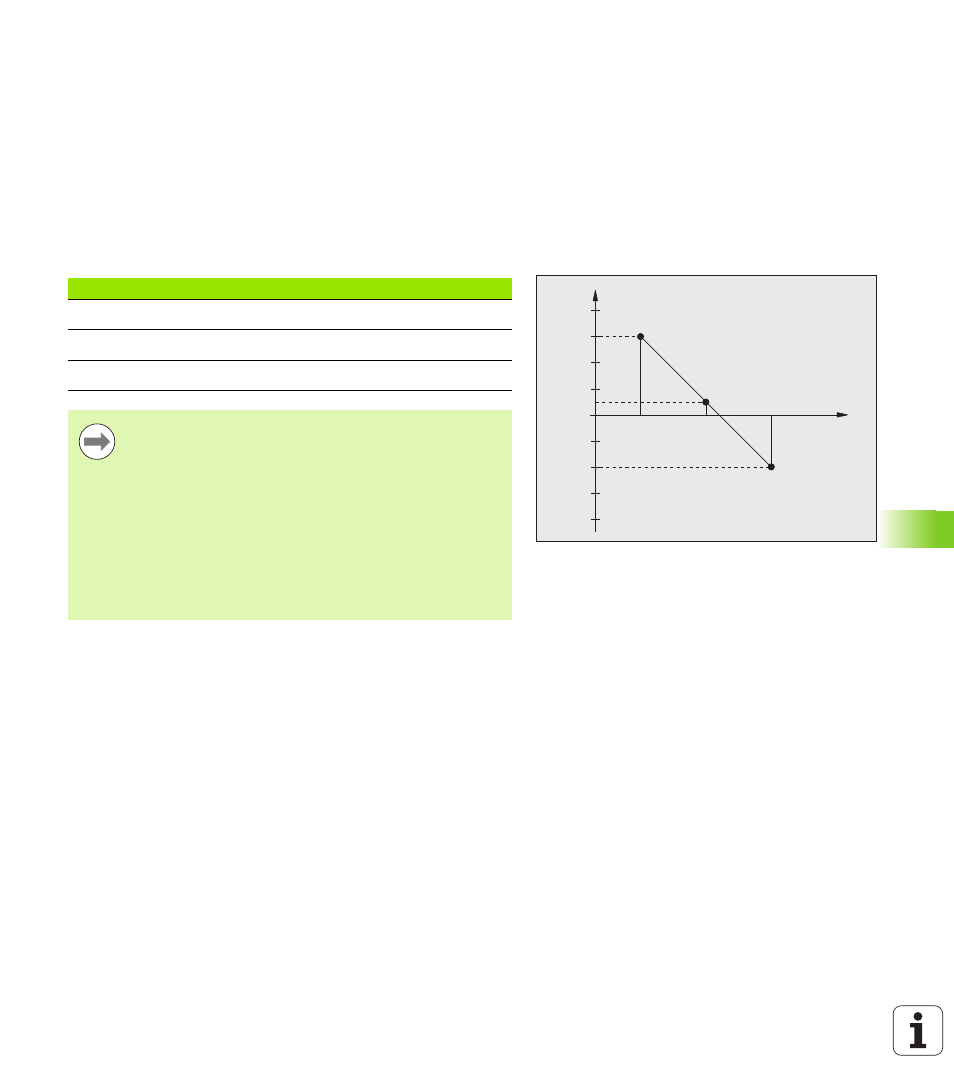
Esempio:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Valore angolare
Valore di correzione
40°
+0,03 mm (misurato)
50°
-0,02 mm (misurato)
45° (punto di contatto)
+0,005 mm (interpolato)
Il TNC emette un messaggio d'errore anche se non è in
grado di determinare un valore di correzione mediante
interpolazione.
La programmazione di M107 (soppressione messaggio di
errore con valori di correzione positivi) non è necessaria
anche quando il valore di correzione è positivo.
Il TNC calcola il valore DR2 da TOOL.T o un valore di
correzione dalla tabella dei valori di correzione. Offset
supplementari quali una maggiorazione di superficie
possono essere definiti all'occorrenza tramite DR2 nel
blocco TOOL CALL.