HEIDENHAIN iTNC 530 (606 42x-01) Manuale d'uso
Pagina 492
492
Programmazione: lavorazione a più assi
12.6 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
a
re
2)
Tabella valore di correzione
Se si desidera creare autonomamente la tabella dei valori di correzione
e compilarli con dati, procedere come segue:
U
Selezionare la Gestione file: premere il tasto PGM MGT
U
Inserire il nome del file desiderato con estensione TAB, confermare
con il tasto ENT: il TNC mostra una finestra in primo piano con
formati fissi delle tabelle
U
Selezionare con i tasti cursore il formato della tabella
3DTOOLCOMP.TAB
, confermare con il tasto ENT: il TNC apre una nuova
tabella che contiene soltanto una riga e le colonne necessarie per la
funzione di 3D-ToolComp
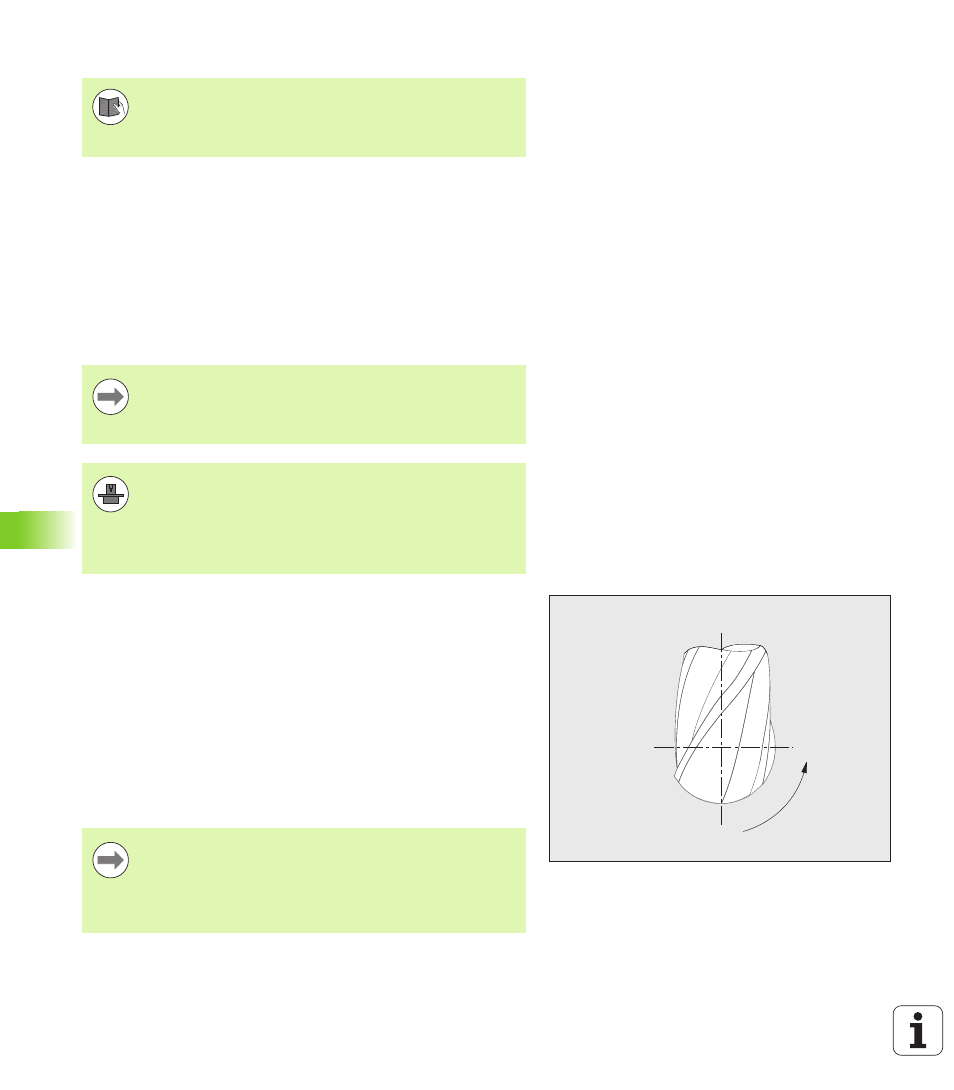
Il TNC analizza le seguenti colonne della tabella dei valori di correzione:
ANGLE
:
angolo sul raggio utensile a cui appartiene il valore di correzione
determinato NOM-DR2. Campo di immissione: da 0° a 180°, per frese
a raggio frontale i valori dell'angolo rientrano tra 0° e 90°
NOM-R2
:
raggio nominale R2 dell'utensile. Il TNC utilizza i valori di NOM-R2
soltanto per determinare la fine della tabella dei valori di correzione:
la fine della tabella è la riga in cui è inserito il valore=0 nella colonna
NOM-R2
NOM-DR2
:
Scostamento dal valore nominale, valori positivi (sovradimensione)
e valori negativi (sottodimensione)
La tabella dei valori di correzione è creata
automaticamente dal ciclo di misurazione laser 588.
Tenere presente a tale proposito la documentazione dei
cicli di misurazione laser.
La tabella dei valori di correzione è una cosiddetta tabella
liberamente definibile. Ulteriori informazioni su lavorare
con tabelle liberamente definibili: Vedere "Tabella
liberamente definibili", pagina 438.
Se all'apertura di un nuovo file TAB il TNC non visualizza
alcuna finestra in primo piano o il formato tabella
3DTOOLCOMP
, è necessario creare prima i formati delle tabelle
con la funzione COPY SAMPLE FILES. A tale scopo,
rivolgersi al costruttore della macchina oppure a
HEIDENHAIN.
0°
+90°
+180°
Il TNC analizza al massimo 50 righe nella tabella dei valori
di correzione:
Il TNC analizza valori angolari negativi della colonna
ANGLE, compensa tuttavia sempre i valori di correzione
nel campo angolare positivo dell'utensile.