5 f unzioni ausiliar ie per assi r o tativi – HEIDENHAIN iTNC 530 (606 42x-01) Manuale d'uso
Pagina 478
478
Programmazione: lavorazione a più assi
12.5 F
unzioni ausiliar
ie per assi r
o
tativi
Attivazione
La funzione M114 è attiva dall'inizio del blocco, M115 alla fine del
blocco. La funzione M114 non è attiva con correzione del raggio
utensile attiva.
La funzione M114 viene disattivata con M115 o comunque alla fine del
programma.
Mantenimento della posizione della punta
dell'utensile nel posizionamento di assi rotativi
(TCPM): M128 (opzione software 2)
Comportamento standard
Il TNC porta l'utensile sulle posizioni definite nel programma di
lavorazione. Se nel programma varia la posizione di un asse rotativo,
l'offset risultante negli assi lineari deve essere calcolato ed eseguito in
un blocco di posizionamento.
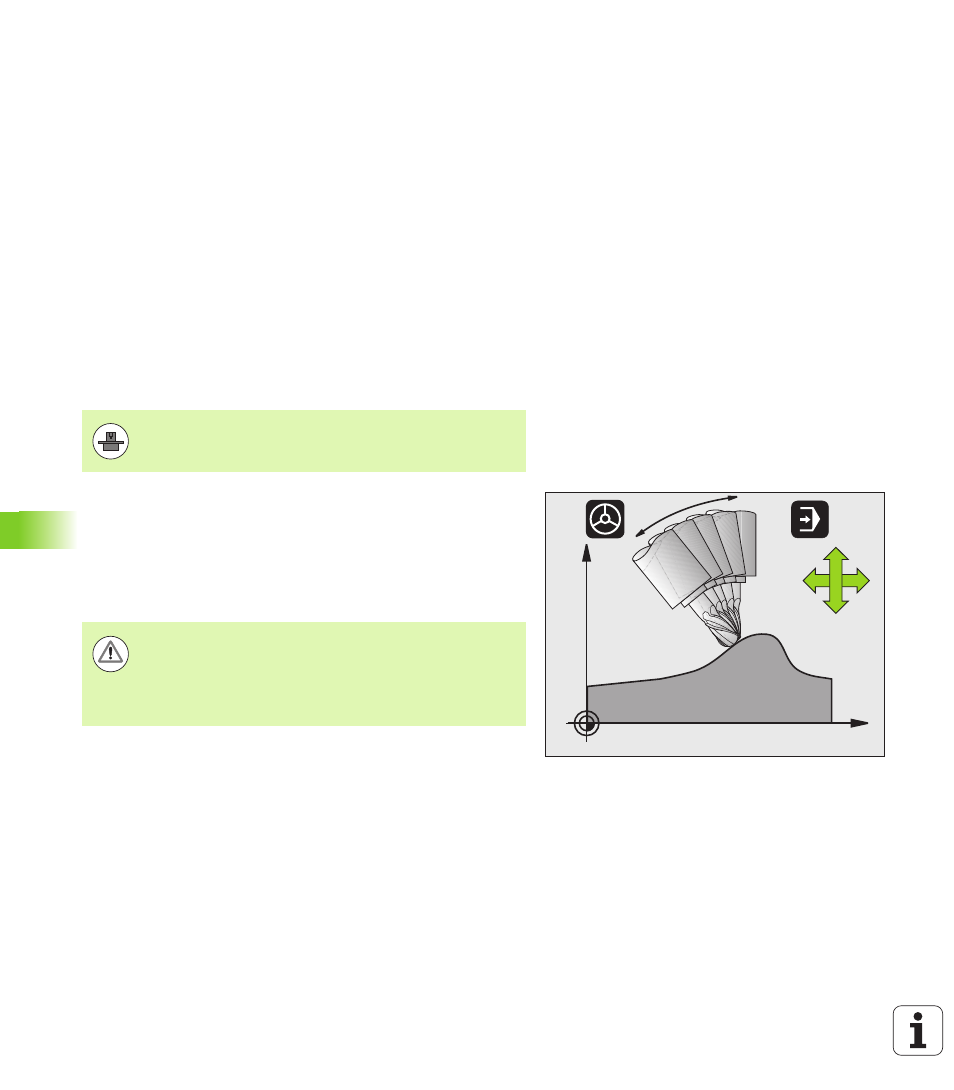
Comportamento con M128 (TCPM: Tool Center Point
Management)
Se nel programma varia la posizione di un asse rotativo comandato da
programma, durante la rotazione la posizione della punta dell'utensile
rispetto al pezzo rimane invariata.
Utilizzare M128 con M118, se si desidera modificare con il volantino la
posizione dell'asse rotativo durante l'esecuzione del programma. La
correzione del posizionamento con volantino viene eseguita con M128
attiva nel sistema di coordinate fisso della macchina.
La geometria della macchina deve essere definita nella
descrizione della cinematica dal suo costruttore.
X
Z
B
Z
X
Attenzione Pericolo per il pezzo da lavorare!
Nel caso di assi orientabili con dentatura Hirth: modificare
la posizione dell'asse rotativo unicamente dopo aver
portato l'utensile fuori ingombro. Il ritiro dalla dentatura
potrebbe altrimenti danneggiare il profilo.