4 cor rezione tr idimensionale dell’ut ensile – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 83
69
HEIDENHAIN TNC 426 B, TNC 430
Le coordinate per la posizione X,Y, Z e per i vettori
normali NX, XY, XZ devono essere programmate nel
blocco NC nello stesso ordine di sequenza.
La correzione 3D con vettori normali è valida per le
indicazioni di coordinate negli assi principali X, Y, Z.
Il TNC non emette alcun messaggio d’errore in caso di
danneggiamento del profilo dovuto ad una
sovradimensione dell’utensile.
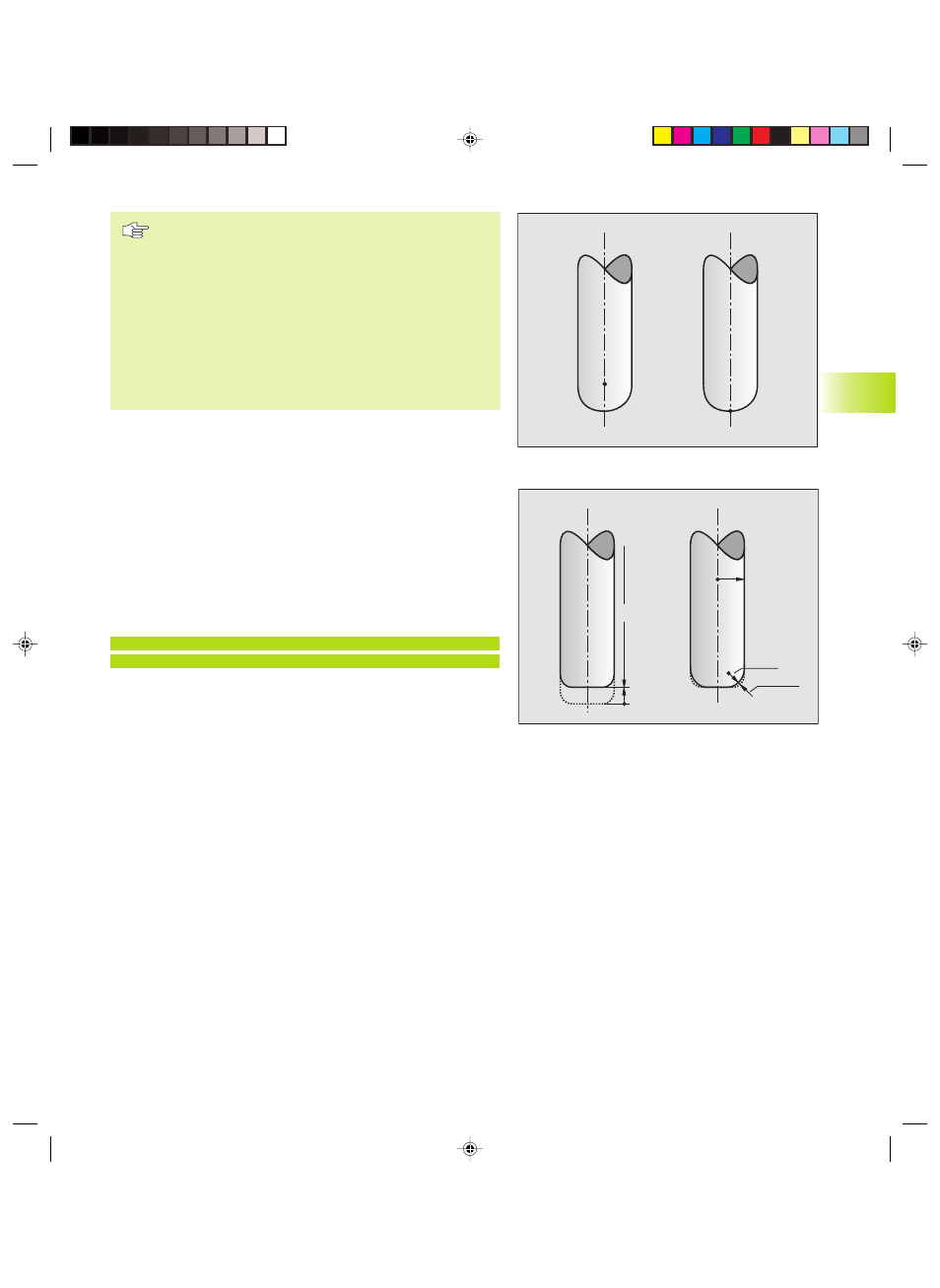
Tramite il parametro macchina 7680 si definisce se il
sistema CAD corregge la lunghezza dell‘utensile rispetto al
centro della sfera P
T
o rispetto al polo sud della sfera P
SP
.
Impiego di altri utensili: valore delta
Impiegando utensili di dimensioni diverse dagli utensili
originariamente previsti, occorre inserire la differenza di lunghezza e
del raggio quali valori delta nella tabella utensili:
■
Valore delta positivo DL, DR, DR2
L’utensile è più grande dell’utensile originale (sovradimensione)
■
Valore delta negativo DL, DR, DR2
L’utensile è più piccolo dell‘utensile originale (sottodimensione)
Il TNC correggerà la posizione dell’utensile in base ai valori delta e
ai vettori normali.
Esempio: blocco di programma con vettori normali
LN
X+31,737 Y+21,954 Z+33,165 NX+0,2637581
NY+0,0078922 NZ0,8764339 F1000 M3
LN
Retta con correzione 3D
X, Y, Z
Coordinate corrette del punto finale della retta
NX, NY, NZ
Componenti del vettore normale
F
Avanzamento
M
Funzione ausiliaria
L‘avanzamento F e la funzione ausiliaria M possono essere inseriti e
modificati nel modo operativo MEMORIZZAZIONE/EDITING
PROGRAMMA. Le coordinate del punto finale della retta e i
componenti del vettore normale vengono calcolati dal sistema CAD.
5.4 Cor
rezione tr
idimensionale dell’ut
ensile
DL>0
L
R
DR2>0
R2
P
T
P
SP
Fkap5.pm6
19.07.2006, 07:16
69