4 f unzioni ausiliar ie per tr aiet to ri e – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 139
125
HEIDENHAIN TNC 426 B, TNC 430
Inserimento di un cerchio di arrotondamento tra
tratti di rette: M112
Comportamento standard
Nei blocchi di posizionamento senza correzione del raggio il TNC
ferma l’utensile brevemente in corrispondenza di spigoli (arresto di
precisione).
Nei blocchi di programma con correzione del raggio (RR/RL) il TNC
aggiunge automaticamente un cerchio di raccordo in corrispon-
denza di spigoli esterni.
M112 viene adattata dal costruttore della macchina alla
macchina stessa. Consultare il Manuale della macchina!
Comportamento con M112
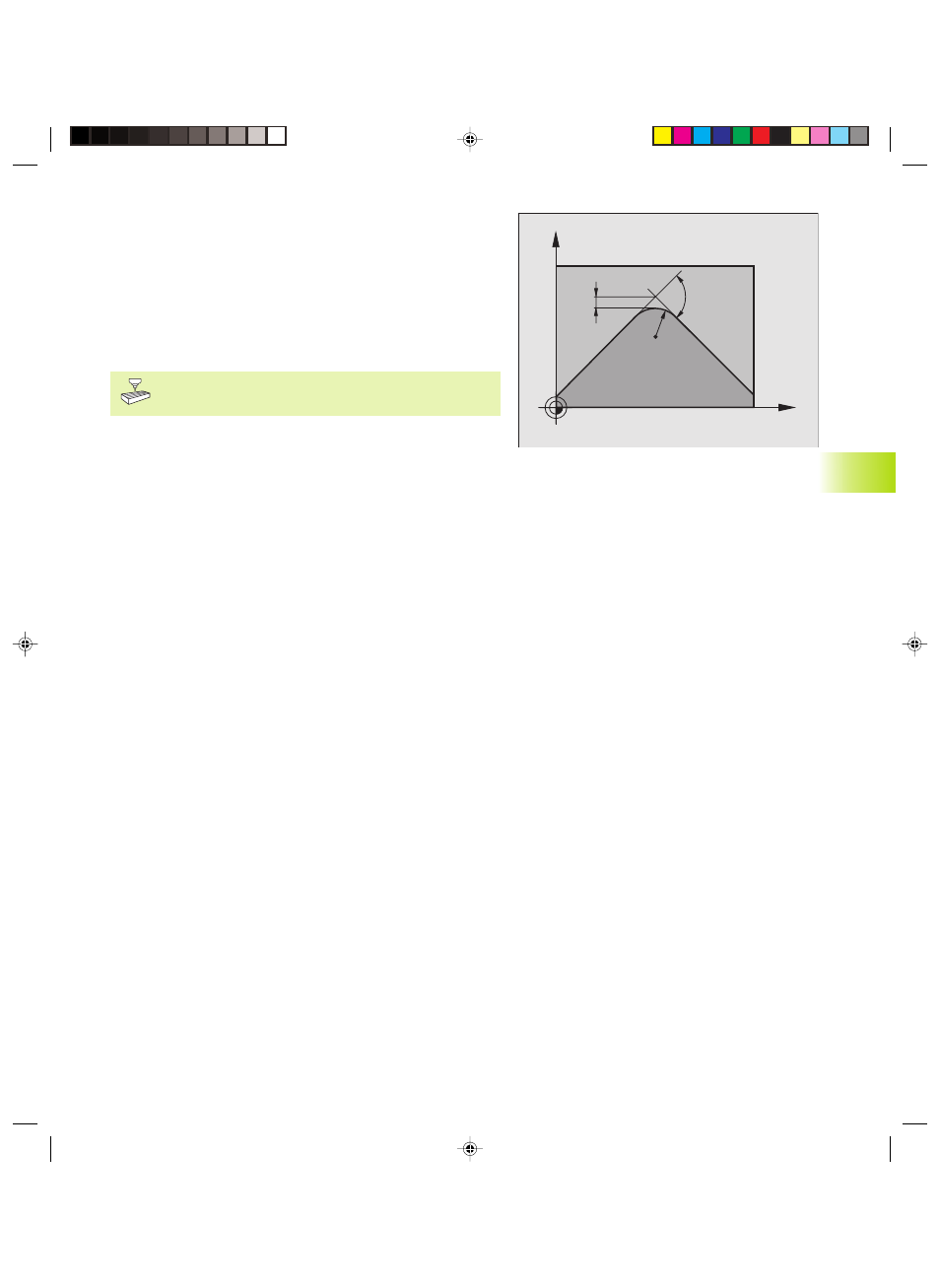
Il TNC inserisce tra i tratti di rette non corretti un ciclo di
arrotondamento o una Spline cubica (in funzione del parametro
macchina 7680): vedere figura a destra. Nei passaggi cerchio - retta
o retta - cerchio il TNC non inserisce alcun raccordo. Nel calcolo
dell'arrotondamento da inserire il TNC tiene in considerazione:
■
lo scostamento massimo ammesso dal profilo programmato,
inserito tramite T, (non inserendo alcun valore di scostamento, il
TNC lo considera come ”infinito”)
■
la lunghezza delle due rette nella cui intersezione deve essere
inserito il cerchio di arrotondamento
■
l’avanzamento programmato (potenziometro di regolazione
dell‘avanzamento su 150%) e l’accelerazione periferica (viene
definita dal costruttore mediante parametri macchina)
Da questi valori il TNC calcolerà il cerchio di arrotondamento con il
raggio più piccolo possibile. Se nella lavorazione l’avanzamento
risultasse troppo elevato per il cerchio di arrotondamento calcolato,
il TNC riduce quest’avanzamento automaticamente.
La distanza T ammessa deve essere inferiore alla distanza tra punti
programmati.
Angolo limite A
Inserendo un angolo limite A, il TNC terrà conto, nel calcolo del
cerchio di arrotondamento, dell’avanzamento programmato soltanto
se l’angolo di variazione della direzione è maggiore all’angolo limite
programmato.
Inserimento di M112 in un blocco di posizionamento
Inserendo M112 in un blocco di posizionamento, il TNC continua il
dialogo e chiede lo scostamento T ammesso e l’angolo limite A.
T può essere definita anche mediante parametri Q.
Vedere ”10 Programmazione parametri Q”
X
Y
T
A
R
7.4 F
unzioni ausiliar
ie per tr
aiet
to
ri
e
Hkap7.pm6
19.07.2006, 07:16
125