4 f unzioni ausiliar ie per tr aiet to ri e – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 141
127
HEIDENHAIN TNC 426 B, TNC 430
7.4 F
unzioni ausiliar
ie per tr
aiet
to
ri
e
X
Y
X
Y
S
16
17
15
14
13
S
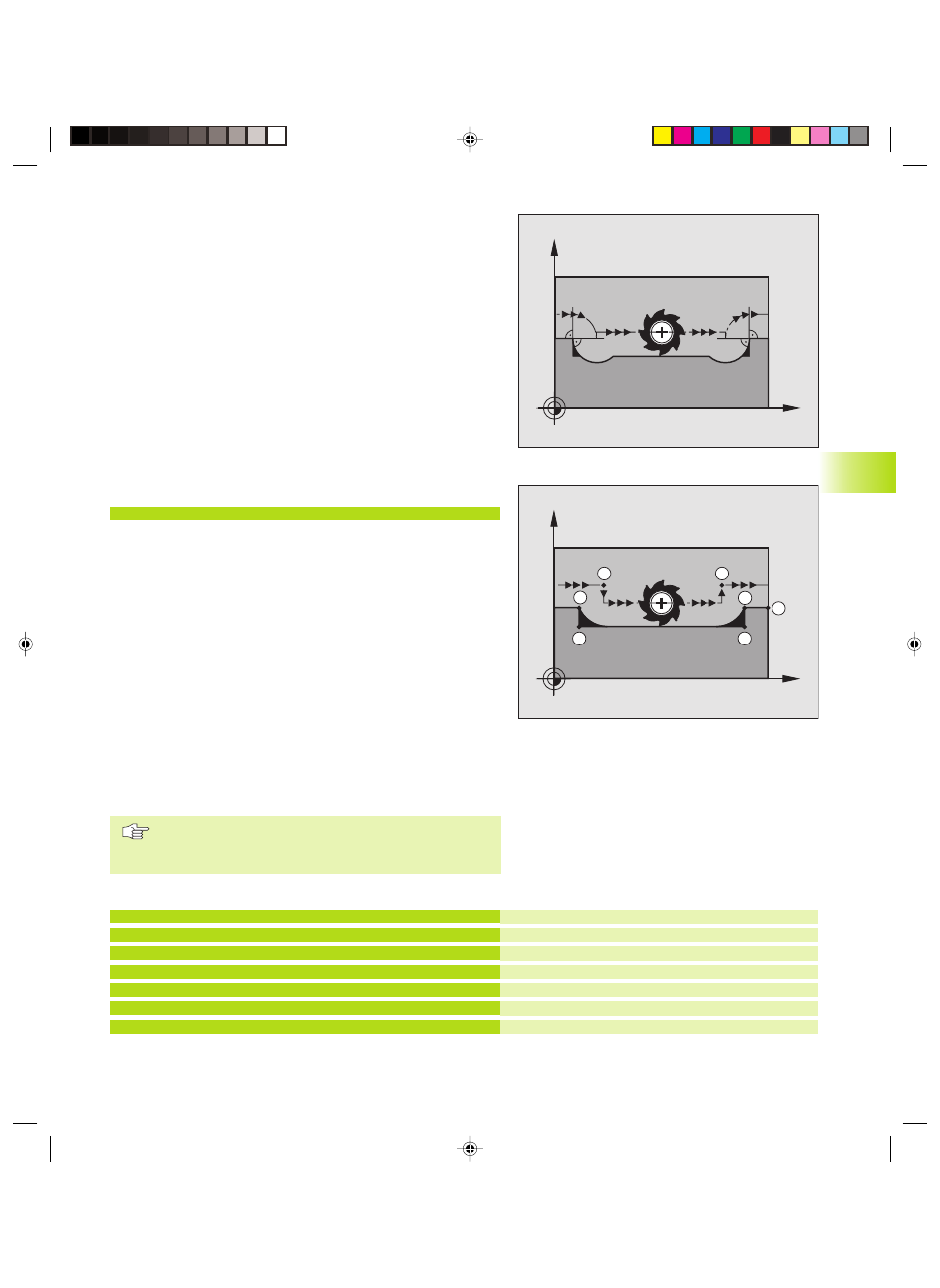
Raggio utensile grande
Posizionamento sul punto 13 del profilo
Lavorazione del gradino piccolo 13 -14
Posizionamento sul punto di profilo 15
Lavorazione del gradino piccolo 15-16
Posizionamento sul punto 17 del profilo
Diminuzione dei contraccolpi alla variazione della
direzione di spostamento: M132
Comportamento standard
Ad ogni variazione della direzione di spostamento si verifica un
”contraccolpo”. Questi contraccolpi causano delle piccole
irregolarità sulla superficie dei pezzi.
Comportamento con M132
Con questa funzione il TNC riduce il contraccolpo nella variazione
di direzione. I passaggi di foglio vengono misurati, rendendo la
superficie del pezzo più liscia.
Con M132 si può in-serire un fattore
(max. 99), con il quale il TNC provvede ad aumen-tare lo smusso.
Quanto maggiore è tale fattore, tanto migliore risulterà lo smusso,
ma tanto maggiore sarà anche lo scostamento dal profilo.
Attivazione
M132 è attiva dall’inizio del blocco
Esempio di blocco NC
13
L X ... Y ... R.. F .. M132 P10
Lavorazione di piccoli gradini di profilo: M97
Comportamento standard
In corrispondenza degli spigoli esterni il TNC inserisce un cerchio di
raccordo. Con gradini del profilo molto piccoli l’utensile danneggerebbe in
questo modo il profilo stesso. Vedere figura in alto a destra.
In questi punti il TNC interromperà pertanto l’esecuzione del pro-
gramma, emettendo il messaggio d’errore ”RAGGIO UTENSILE
TROPPO GRANDE”.
Comportamento con M97
Il TNC calcola un punto di intersezione delle traiettorie per gli
elementi del profilo - come per gli angoli interni - facendo passare
l’utensile da questo punto. Vedere figura in basso a destra.
Programmare M97 nel blocco nel quale è definito lo spigolo esterno.
Attivazione
M97 è attiva solo nel blocco di programma, nel quale viene programmata.
Con M97 la lavorazione degli spigoli rimane incompleta.
In questi casi occorre ripassarli con un utensile avente
un raggio più piccolo.
Esempi di blocchi NC
5
TOOL DEF L ... R+20
...
13
L X ... Y ... R.. F .. M97
14
L IY0,5 .... R .. F..
15
L IX+100 ...
16
L IY+0,5 ... R .. F.. M97
17
L X .. Y ...
Hkap7.pm6
19.07.2006, 07:16
127