7 cicli per la conversione delle coordinate – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 220
8 Programmazione: Cicli
206
PIANO DI LAVORO (Ciclo 19)
Le funzioni per la rotazione del piano di lavoro vengono
interfacciate dal costruttore della macchina tra TNC e
macchina. Per determinate teste orientabili (tavole
orientabili) il costruttore della macchina definisce se gli
angoli programmati nel ciclo devono essere interpretati
quali coordinate degli assi di rotazione o quale angolo
solido. Consultare il Manuale della macchina.
Il piano di lavoro viene sempre ruotato intorno all’origine
attiva.
Generalità vedere „2.5 Rotazione del piano di lavoro“:
leggere tutto questo paragrafo con attenzione.
Attivazione
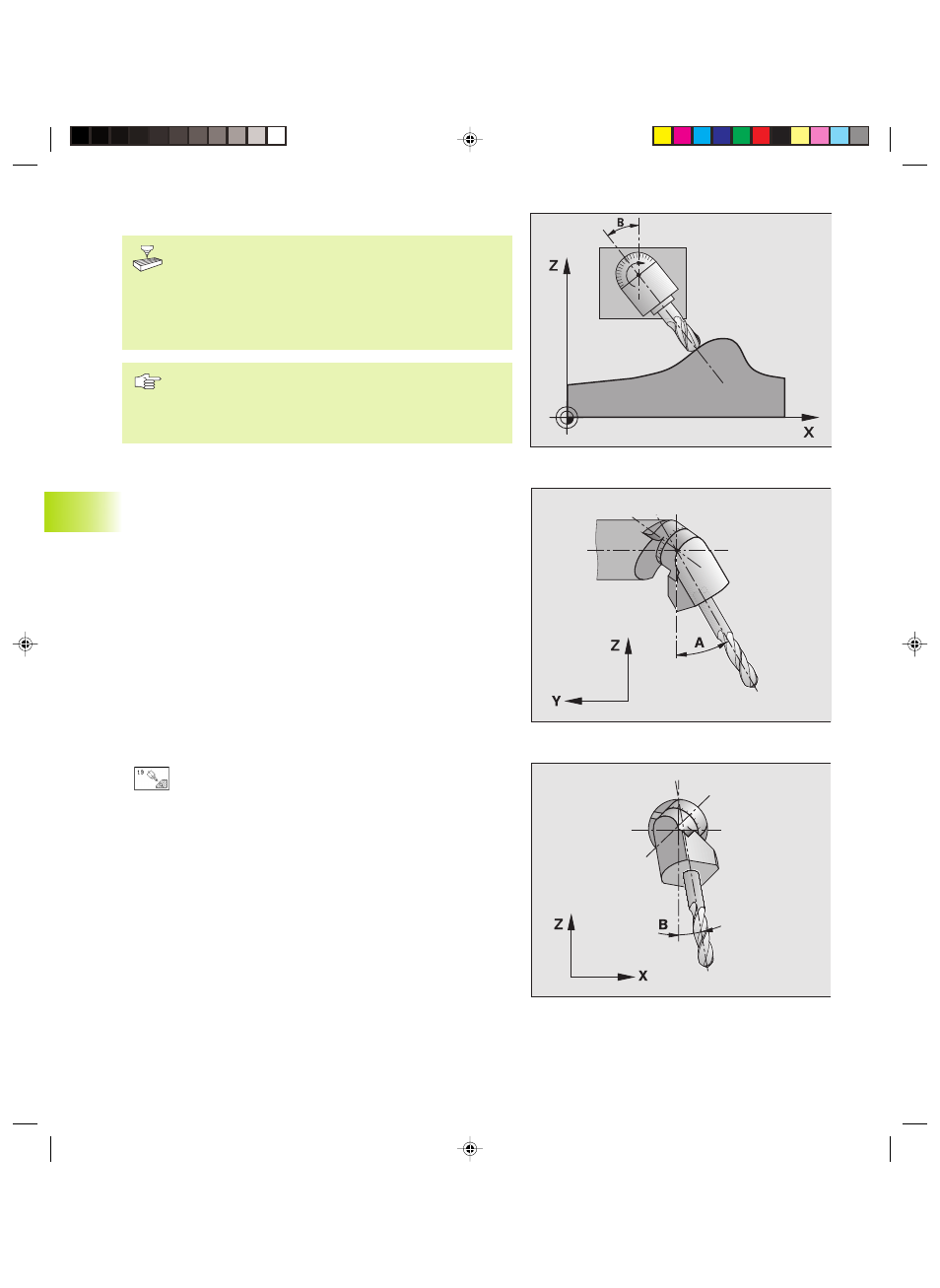
Definire nel ciclo 19 la posizione del piano di lavoro mediante
inserimento di angoli di rotazione. Gli angoli inseriti definiscono
direttamente la posizione degli assi di rotazione (vedere figura in
alto a destra) o i componenti angolari di un vettore spaziale (vedere
figure al centro e in basso a destra).
Programmando le componenti angolari del vettore spaziale, il TNC
calcolerà automaticamente la posizione angolare degli assi di
rotazione. La posizione del vettore spaziale, quindi la posizione
dell’asse del mandrino, viene calcolata dal TNC mediante rotazione
intorno al sistema di coordinate fisso di macchina. Il TNC ruota
prima l’asse A quindi l’asse B e infine l’asse C.
Il ciclo 19 è attivo dalla sua definizione nel programma. Non appena
si sposta un asse nel sistema ruotato, diventa attiva la correzione
per quest’asse. Se la correzione deve essere calcolata per tutti gli
assi, occorre spostarli tutti.
Se la funzione ROTAZIONE PIANO DI LAVORO è stata impostata nel
modo operativo FUNZIONAMENTO MANUALE su ATTIVO (vedere
”2.5 Rotazione del piano di lavoro”) il valore angolare registrato in
quel menu verrà sovrascritto dal ciclo 19 PIANO DI LAVORO.
ú
ASSE E ANGOLO DI ROTAZIONE: asse di rotazione
orientato con relativo angolo di rotazione; program-
mare gli assi di rotazione A, B e C mediante softkey
Annullamento dello spostamento
Per annullare gli angoli di rotazione ridefinire il ciclo PIANO DI
LAVORO ed impostare per tutti gli assi di rotazione 0°. In seguito
definire nuovamente il ciclo PIANO DI LAVORO e rispondere alla
domanda di dialogo azionando il tasto ”NO ENT”. In questo modo si
disattiva la funzione.
8.7 Cicli per la conversione delle coordinate
Kkap8.pm6
19.07.2006, 07:16
206