6 digitalizzazione con assi di rotazione – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 305
HEIDENHAIN TNC 426 B, TNC 430
291
13.6 Digitalizzazione con assi di rotazione
Y
X
Z
L
A
13.6 Digitalizzazione con assi di
rotazione
Utilizzando un tastatore continuo è possibile eseguire con assi di
rotazione una digitalizzazione a meandri (ciclo 6) a passate contigue
(ciclo 8) o a linee isometriche (ciclo 7). In ogni caso occorre
introdurre nel ciclo CAMPO il relativo asse di rotazione. Il TNC
interpreta i valori degli assi di rotazione come gradi.
Utilizzando un tastatore continuo si può utilizzare per la
digitalizzazione con assi di rotazione esclusivamente il ciclo 18
RIGA. L’asse di rotazione deve essere definito quale asse delle
passate.
ESECUZIONE PROGRAMMA
Il file dei dati di digitalizzazione contiene i dati degli assi definiti nel
ciclo CAMPO.
Il TNC non visualizzerà alcun BLK FORM, perché la rappresentazione
grafica degli assi di rotazione non è possibile
La modalità di visualizzazione dell’asse di rotazione
deve essere uguale per la digitalizzazione e per la fresa-
tura (riduzione visualizzazione ad un valore inferiore a
360° o nessuna riduzione della visualizzazione).
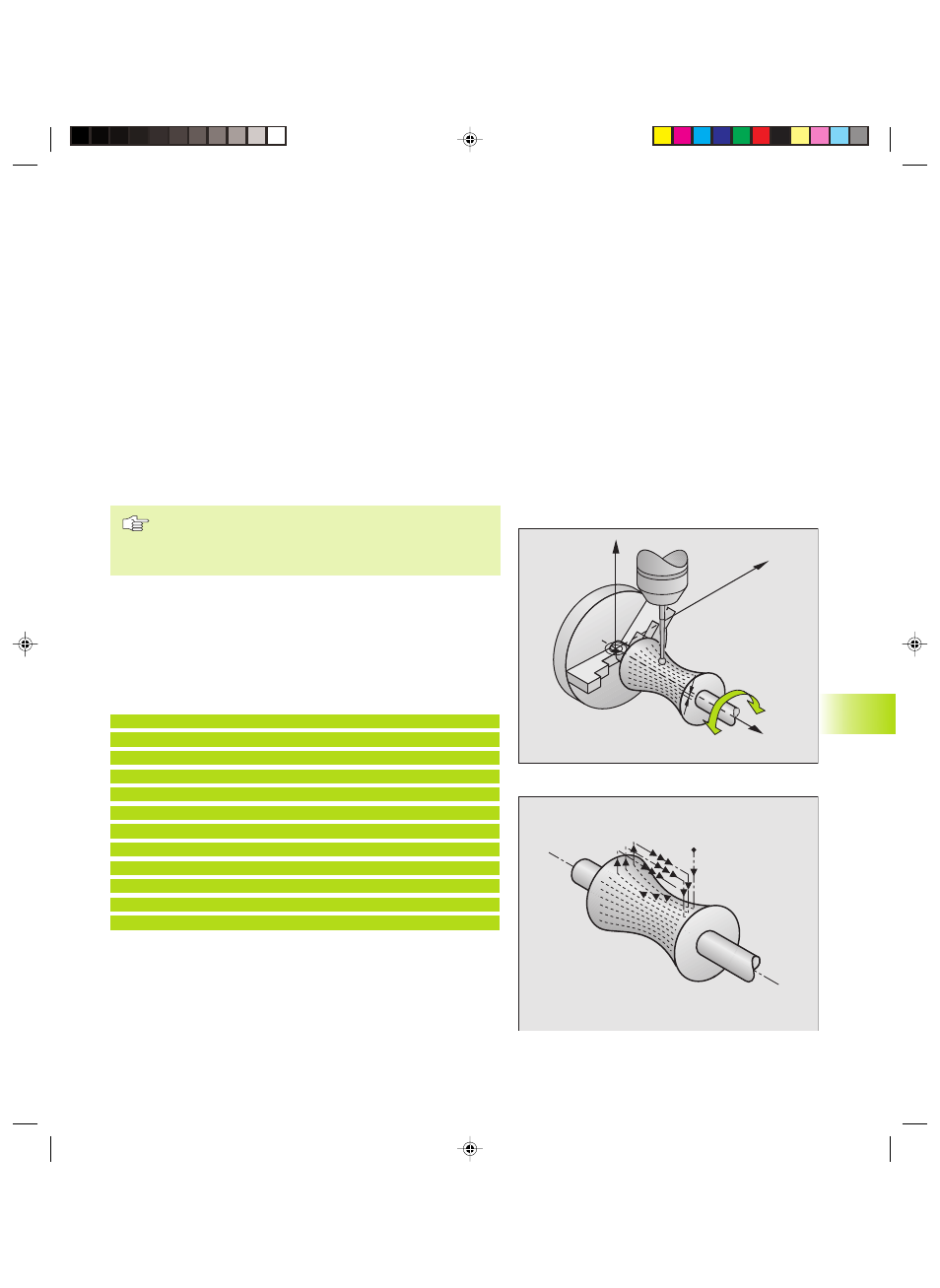
Sistema di tastatura con misurazione: ciclo RIGA con asse di
rotazione
Definendo nel parametro DIREZIONE LINEE un asse lineare (p.es. X)
il TNC ruota, alla fine della passata, l’asse di rotazione definito nel
ciclo CAMPO (p.es. A) della distanza DIST. L.
Vedere figure a destra.
Esempi di blocchi NC
30 TCH PROBE 5.0 CAMPO
31 TCH PROBE 5.1 PGMNAME: DATRND
32 TCH PROBE 5.2 Z X+0 A+0 Z+0
33 TCH PROBE 5.3 X+85 A+270 Z+25
34 TCH PROBE 5.4 ALT.: 50
...
60 TCH PROBE 18.0 RIGHE
61 TCH PROBE 18.1 DIREZ.: X
ANGOLO: 0 ALT.: 25
62 TCH PROBE 18.2 F1000
MIN.DIST.LINEE: 0.2 DIST.L: 0.5
DIST.P: 0.5 TOlL: 0.1 DIST.: 2
Pkap13.pm6
19.07.2006, 07:17
291