4 digitalizzazione a linee isometriche, 4 digitalizzazione a linee isometr ic he – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 301
HEIDENHAIN TNC 426 B, TNC 430
287
13.4 Digitalizzazione a linee isometriche
■
Sistema di tastatura analogico: ciclo di digitalizzazione 7 LINEE
ISOMETRICHE
■
Sistema di tastatura continuo: ciclo di digitalizzazione 17 LINEE
ISOMETRICHE
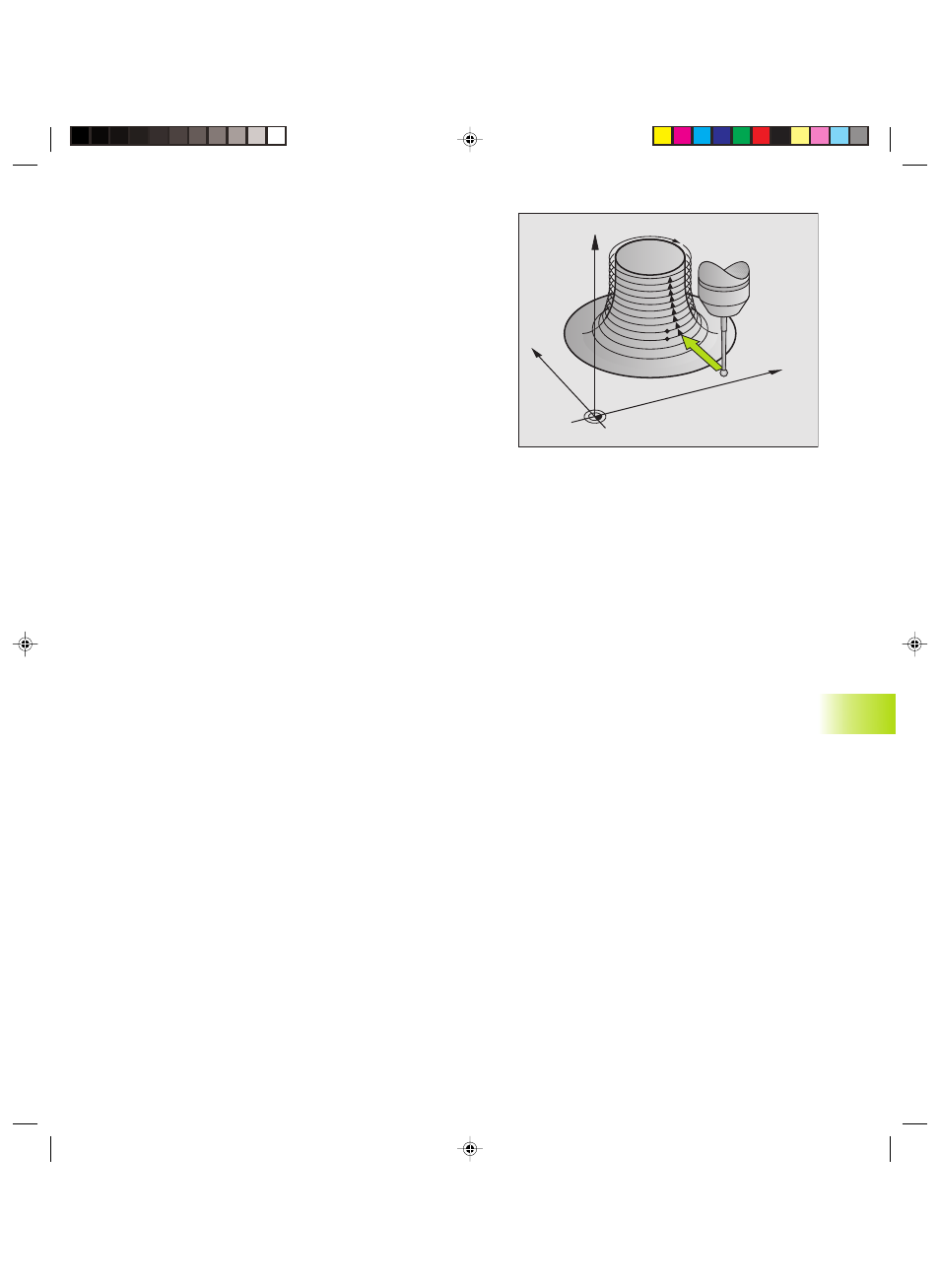
Con il ciclo di digitalizzazione LINEE ISOMETRICHE i contorni 3D
vengono digitalizzati a gradini. La digitalizzazione a linee isome-
triche è particolarmente adatta per contorni ripidi (p. es. fori di inie-
zione di stampi) o quando deve essere digitalizzata un’unica linea
isometrica (p.es. la linea di contorno di una camma).
Durante la digitalizzazione il tastatore si porta, dopo aver rilevato il
primo punto, intorno al profilo ad un’altezza costante. Quando ritor-
na al primo punto rilevato, il tastatore viene spostato della distanza
tra linee programmata, in direzione positiva o negativa dell’asse del
mandrino. In seguito il tastatore tasta nuovamente ad un’altezza
costante il profilo del pezzo fino a ritornare al primo punto di questa
altezza. Questa operazione si ripete fino alla tastatura completa di
tutto il campo.
Al termine dell‘operazione di digitalizzazione il tastatore si riporta
alla DISTANZA DI SICUREZZA e sul punto di partenza programmato.
Durante la digitalizzazione con il sistema di tastatura continuo il
TNC memorizza le posizioni in corrispondenza delle quali si
verificano forti cambi di direzione, fino ad un massimo di 1000 po-
sizioni per riga. Nella riga successiva il TNC ridurrà automatica-
mente l’avanzamento di digitalizzazione quando il tastatore si
avvicinerà a questi punti critici, migliorando in questo modo i
risultati di tastatura.
Limitazioni per il campo di tastatura
■
Nell’asse del tastatore: il CAMPO definito deve trovarsi almeno
per il raggio della sfera di tastatura sotto il punto più alto della
forma 3D
■
Nel piano di lavoro: il CAMPO definito deve essere maggiore
della forma 3D almeno per il raggio della sfera di tastatura
Punto di partenza
■
Coordinata dell’asse del mandrino del punto MIN dal ciclo 5
CAMPO o dal ciclo 15 CAMPO se per la DISTANZA LINEE è stato
inserito un valore positivo
■
Coordinata dell’asse del mandrino del punto MAX dal ciclo 5
CAMPO o dal ciclo 15 CAMPO se per la DISTANZA LINEE è stato
inserito un valore negativo
■
Le coordinate del piano di lavoro vengono definite nel ciclo LINEE
ISOMETRICHE
■
Posizionamento automatico sul punto di partenza: prima nell’asse
del mandrino alla DISTANZA DI SICUREZZA, poi nel piano di lavoro
Avvicinamento al profilo
Il tastatore si porta sul profilo nella direzione programmata nel ciclo
LINEE ISOMETRICHE. Le coordinate della posizione nella quale il
tastatore tocca il profilo vengono memorizzate.
13.4 Digitalizzazione a linee isometr
ic
he
X
Z
Y
Pkap13.pm6
19.07.2006, 07:17
287