2 digitalizzazione, 2 programmazione cicli di digitalizzazione – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 295
HEIDENHAIN TNC 426 B, TNC 430
281
I cicli di digitalizzazione devono essere programmati per
gli assi principali X, Y, Z e per gli assi di rotazione.
Durante la digitalizzazione le conversioni di coordinate o
la rotazione base non devono essere attive.
Il TNC emette il BLK FORM assieme al file dei dati di
digitalizzazione, ingrandendo il pezzo grezzo definito nel
ciclo CAMPO del valore doppio impostato nell’ MP6310
(per il sistema di tastatura di misurazione ).
13.2 Digitalizzazione
ú
Premere il tasto TOUCH PROBE
ú
Selezionare con i tasti freccia il ciclo di digitalizzazione desiderato
ú
Confermare la selezione premendo il tasto ENT
ú
Rispondere alle domande di dialogo del TNC: introdurre i relativi
valori sulla tastiera e confermarli singolarmente con il tasto ENT.
Quando il TNC avrà ricevuto tutte le informazioni necessarie, es-
so terminerà automaticamente la definizione del ciclo. Le
informazioni relative ai singoli parametri sono riportate in questo
capitolo, nelle descrizioni individuali dei cicli.
Definizione del campo di digitalizzazione
Per la definizione del campo di digitalizzazione sono disponibili due
cicli. Con il ciclo 5 CAMPO è possibile definire un campo a forma di
parallelepipedo, entro il quale viene tastata la forma. Per il sistema
di tastatura continuo si può selezionare in alternativa, tramite il ciclo
15 CAMPO, una tabella punti, nella quale i limiti del campo sono
definiti da una sagoma poligonale libera.
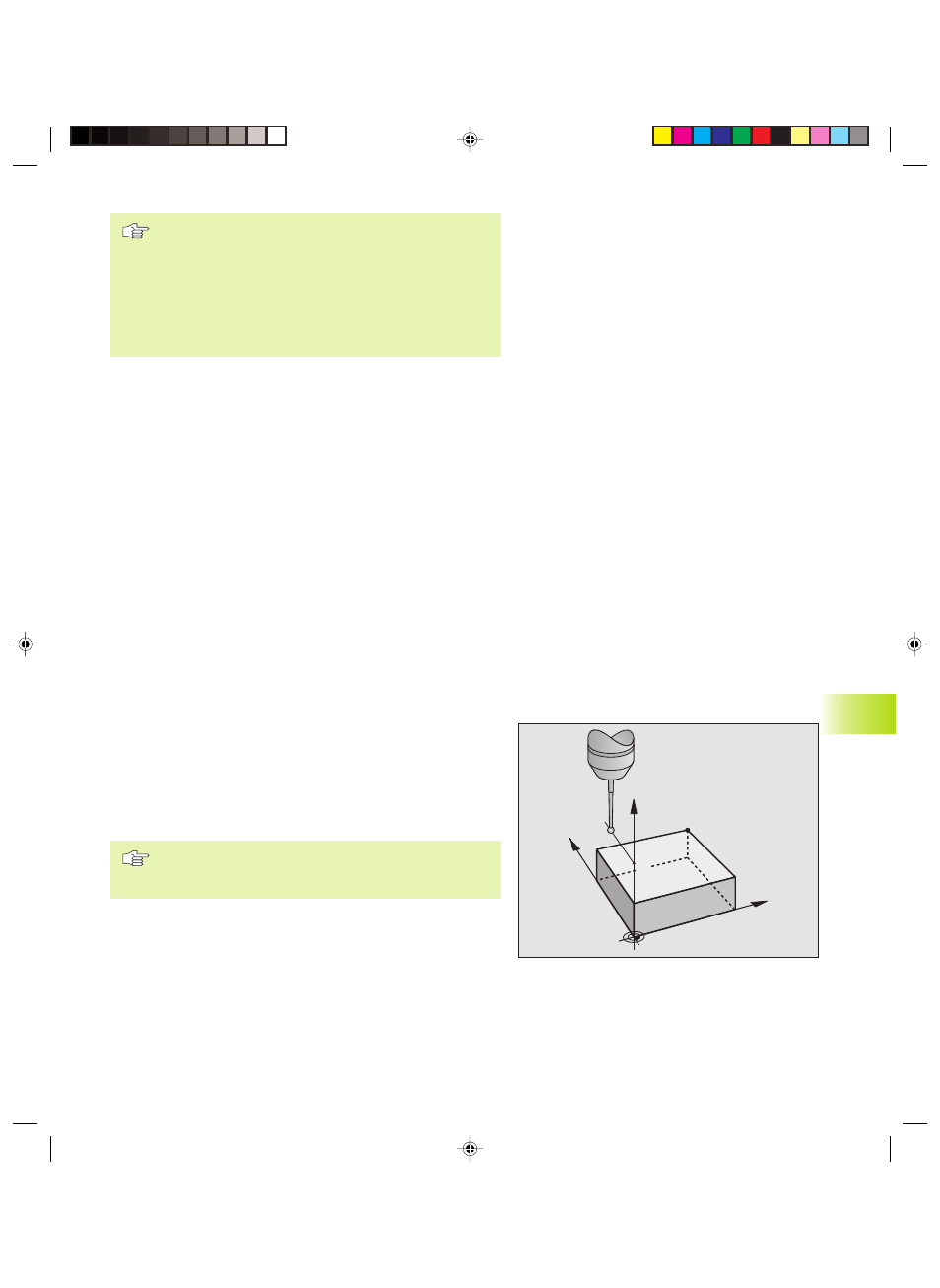
Definizione di un campo di digitalizzazione parallelepipedo
Il campo di digitalizzazione viene definito, come nella definizione
del pezzo grezzo BLK FORM, quale parallelepipedo mediante
l’indicazione delle coordinate minime e massime nei tre assi
principali X, Y e Z. Vedere figura a destra.
ú
PGM NAME DATI DI DIGITALIZZAZIONE: nome del file dati per la
memorizzazione dei dati digitalizzati.
Compilare nel menu a video per la configurazione
dell’interfaccia dati il nome completo del percorso, nel
quale il TNC deve memorizzare i dati di digitalizzazione
ú
ASSE TCH PROBE: inserire l’asse del tastatore
ú
PUNTO MIN CAMPO: punto min del campo di digitalizzazione
ú
PUNTO MAX CAMPO: punto max del campo di digitalizzazione
ú
DISTANZE DI SICUREZZA: posizione sull’asse del tastatore che
esclude la collisione tra tastatore e profilo da tastare.
13.2 Programmazione cicli di digitalizzazione
Y
X
Z
MAX
Z
S
MIN
Pkap13.pm6
19.07.2006, 07:17
281