HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 446
446
10 Programmazione: Parametri Q
1
0
.1
0
Es
e
m
p
i di
pr
o
g
ra
m
m
a
z
ione
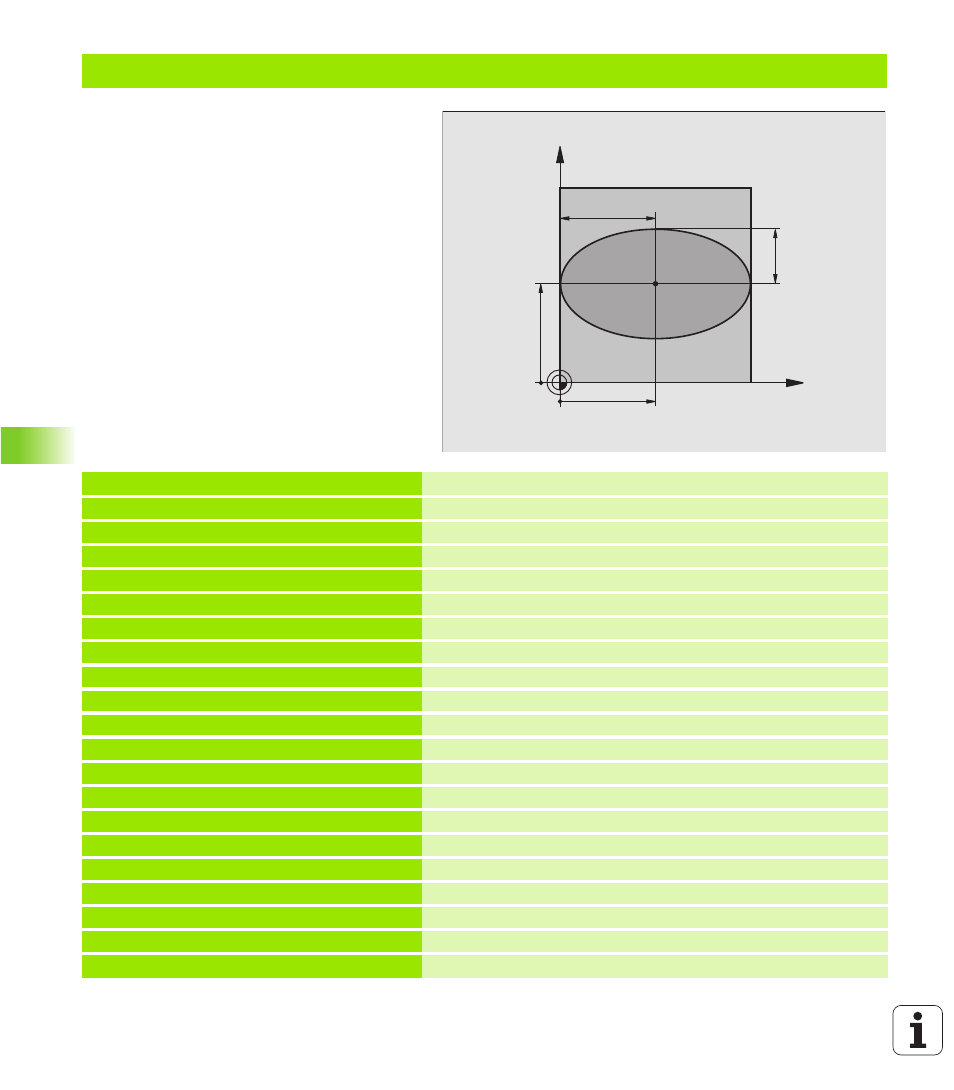
Esempio: Ellisse
Esecuzione del programma
n
Il profilo dell'ellisse viene programmato con
tante piccole rette (definibili mediante Q7).
Quanto più passi di lavorazione si definiscono,
tanto più liscio risulterà il profilo
n
La direzione di fresatura viene definita tramite
l'angolo di partenza e l'angolo finale nel piano:
Direzione di lavorazione in senso orario:
Angolo di partenza > Angolo finale
Direzione di lavorazione in senso antiorario:
Angolo di partenza <Angolo finale
n
Il raggio dell'utensile non viene tenuto in conto
%E L LI P SE G 71 *
N1 0 D 0 0 Q 1 P 0 1 + 50 *
Centro asse X
N2 0 D 0 0 Q 2 P 0 1 + 50 *
Centro asse Y
N3 0 D 0 0 Q 3 P 0 1 + 50 *
Semiasse X
N4 0 D 0 0 Q 4 P 0 1 + 30 *
Semiasse Y
N5 0 D 0 0 Q 5 P 0 1 + 0 *
Angoli di partenza nel piano
N6 0 D 0 0 Q 6 P 0 1 + 36 0 *
Angolo finale nel piano
N7 0 D 0 0 Q 7 P 0 1 + 40 *
Numero dei passi di calcolo
N8 0 D 0 0 Q 8 P 0 1 + 30 *
Posizione di rotazione dell'ellisse
N9 0 D 0 0 Q 9 P 0 1 + 5 *
Profondità di fresatura
N1 0 0 D 00 Q 10 P0 1 + 1 00 *
Avanzamento in profondità
N1 1 0 D 00 Q 11 P0 1 + 3 50 *
Avanzamento di fresatura
N1 2 0 D 00 Q 12 P0 1 + 2 *
Distanza di sicurezza per il preposizionamento
N1 3 0 G 30 G 17 X+ 0 Y + 0 Z -2 0 *
Definizione pezzo grezzo
N1 4 0 G 31 G 90 X+ 1 00 Y+ 1 00 Z+ 0 *
N1 5 0 G 99 T 1 L +0 R+ 2 ,5 *
Definizione utensile
N1 6 0 T 1 G 1 7 S 40 0 0 *
Chiamata utensile
N1 7 0 G 00 G 40 G9 0 Z + 25 0 *
Disimpegno utensile
N1 8 0 L 10 , 0 *
Chiamata della lavorazione
N1 9 0 G 00 Z +2 5 0 M 2 *
Disimpegno dell'utensile, fine del programma
N2 0 0 G 98 L 10 *
Sottoprogramma 10: lavorazione
X
Y
50
50
30
50