HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 299
HEIDENHAIN iTNC 530
299
8.
4
C
ic
li
p
e
r
la
f
re
s
at
u
ra d
i t
a
s
c
h
e
, i
s
o
le e
s
c
a
n
a
la
tu
re
U
U
U
U
TIPO DI LAVORAZIONE (0/1/2)
Q215: definizione del
tipo di lavorazione:
0: Sgrossatura e finitura
1: Solo sgrossatura
2: Solo finitura
La finitura laterale e la finitura del fondo vengono
eseguite solo se è definita la rispettiva quota di
finitura (Q368, Q369)
U
U
U
U
LARGHEZZA SCANALATURA
Q219 (lunghezza parallela
all'asse secondario del piano di lavoro): inserire la
larghezza della scanalatura; se la larghezza è uguale al
diametro dell'utensile, il TNC esegue solo la
sgrossatura (fresatura di asole)
U
U
U
U
QUOTA DI FINITURA LATERALE
Q368 (in valore
incrementale): quota di finitura nel piano di lavoro
U
U
U
U
DIAMETRO CERCHIO PRIMITIVO
Q375: inserire il
diametro del cerchio primitivo
U
U
U
U
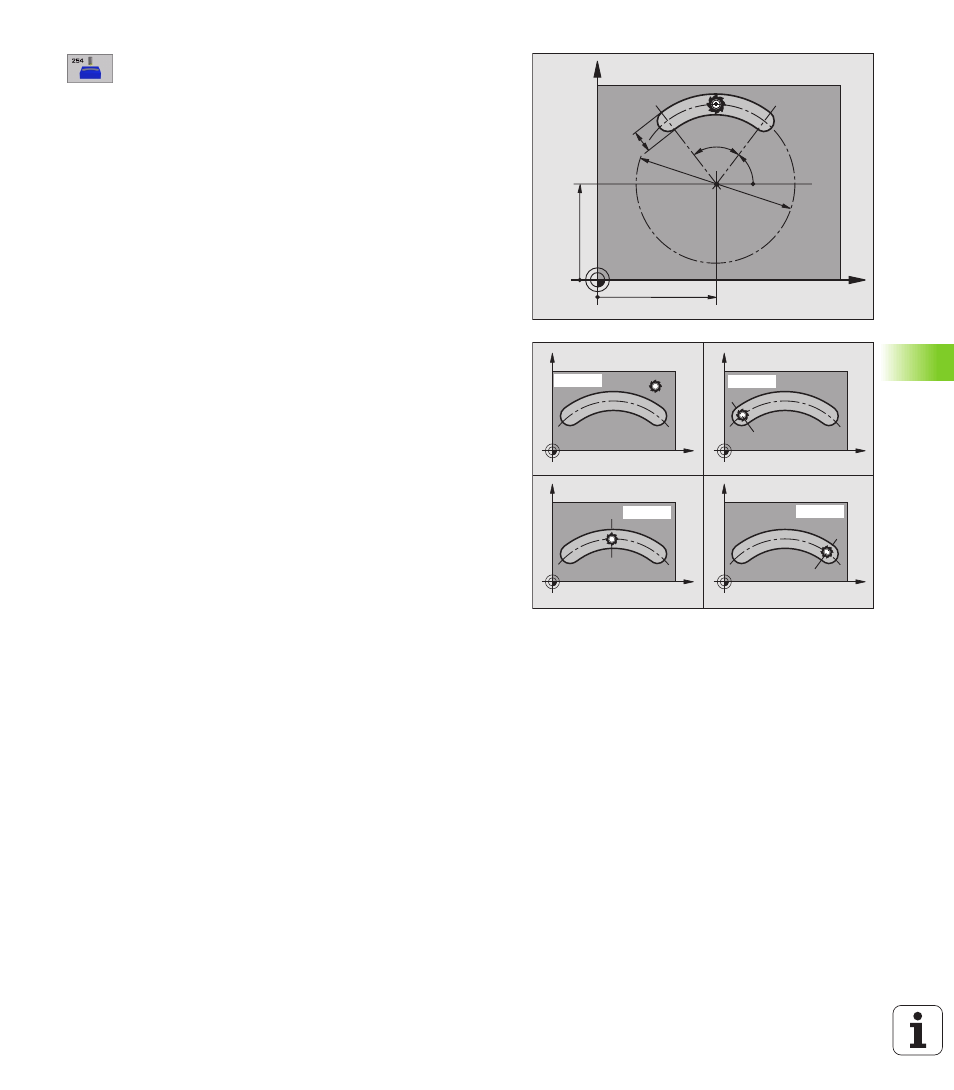
RIFERIMENTO RELATIVO ALLA POSIZIONE SCANALATURA
(0/1/2/3)
Q367: posizione della scanalatura riferita
alla posizione dell’utensile al momento della chiamata
del ciclo (vedere figura al centro a destra):
0: non si tiene conto della posizione utensile. La
posizione scanalatura viene ricavata dal centro
cerchio primitivo inserito e dall’angolo di partenza
1: posizione utensile = centro della scanalatura
circolare sinistra L’angolo di partenza Q376 è riferito a
questa posizione. Non si tiene conto del centro del
cerchio primitivo inserito
2: posizione utensile = centro dell’asse centrale
L’angolo di partenza Q376 è riferito a questa
posizione. Non si tiene conto del centro del cerchio
primitivo inserito
3: posizione utensile = centro della scanalatura
circolare destra L’angolo di partenza Q376 è riferito a
questa posizione. Non si tiene conto del centro del
cerchio primitivo inserito
U
U
U
U
CENTRO 1º ASSE
Q216 (in valore assoluto): centro del
cerchio primitivo, nell'asse principale del piano di
lavoro. Attivo solo se Q367 = 0
U
U
U
U
CENTRO 2º ASSE
Q217 (in valore assoluto): centro del
cerchio primitivo, nell'asse secondario del piano di
lavoro Attivo solo se Q367 = 0
U
U
U
U
ANGOLO DI PARTENZA
Q376 (in valore assoluto): inserire
l'angolo polare del punto di partenza
U
U
U
U
ANGOLO DI APERTURA DELLA SCANALATURA
Q248 (in
valore incrementale): inserire l'angolo di apertura della
scanalatura
X
Y
Q248
Q376
Q219
Q375
Q216
Q217
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3