HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 380
380
8 Programmazione: Cicli
8.
9
C
ic
li
d
i s
p
ia
n
a
tu
ra
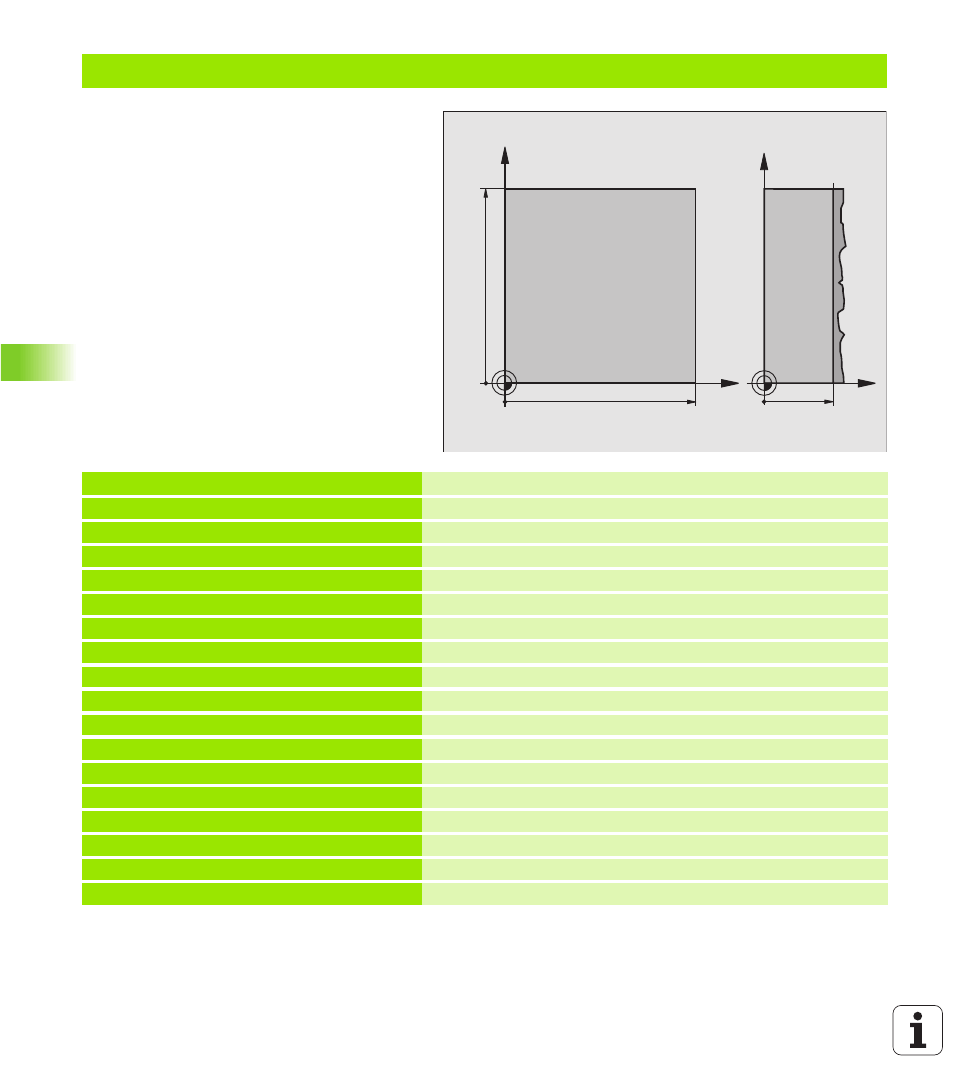
Esempio: Spianatura
%C 2 30 G7 1
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z + 0 *
Definizione pezzo grezzo
N2 0 G 3 1 G 9 0 X +1 0 0 Y +1 0 0 Z +4 0 *
N3 0 G 9 9 T 1 L + 0 R +5 *
Definizione utensile
N4 0 T 1 G 1 7 S 3 50 0 *
Chiamata utensile
N5 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Disimpegno utensile
N6 0 G 2 30 S PI A NA T UR A
Definizione del ciclo "Spianatura"
N6 0 G 2 30 S PI A NA T UR A
Definizione del ciclo "Spianatura"
Q 22 5 =+ 0
; P UN T O D I P A RT E NZ A 1 ° A S SE
Q 22 6 =+ 0
; P UN T O D I P A RT E NZ A 2 ° A S SE
Q 22 7 =+ 3 5
; P UN T O D I P A RT E NZ A 3 ° A S SE
Q 21 8 =1 0 0
; L UN G H EZ Z A 1 ° L AT O
Q 21 9 =1 0 0
; L UN G H EZ Z A 2 ° L AT O
Q 24 0 =2 5
; N UM E R O T AG L I
Q 20 6 =2 5 0
; A VA N Z AM E NT O P R OF .
Q 20 7 =4 0 0
; A VA N Z . F RE S AT U RA
Q 20 9 =1 5 0
; A VA N Z . T RA S VE R SA L E
Q 20 0 =2
; D IS T . D I S I CU R EZ Z A
X
Y
100
100
Z
Y
35