Avvicinamento e distacco tangenziale – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 172
172
6 Programmazione: Programmazione profili
6.
3 A
vvi
c
in
a
m
e
n
to
e
d
is
tac
c
o
a/
d
a
u
n
p
ro
fi
lo
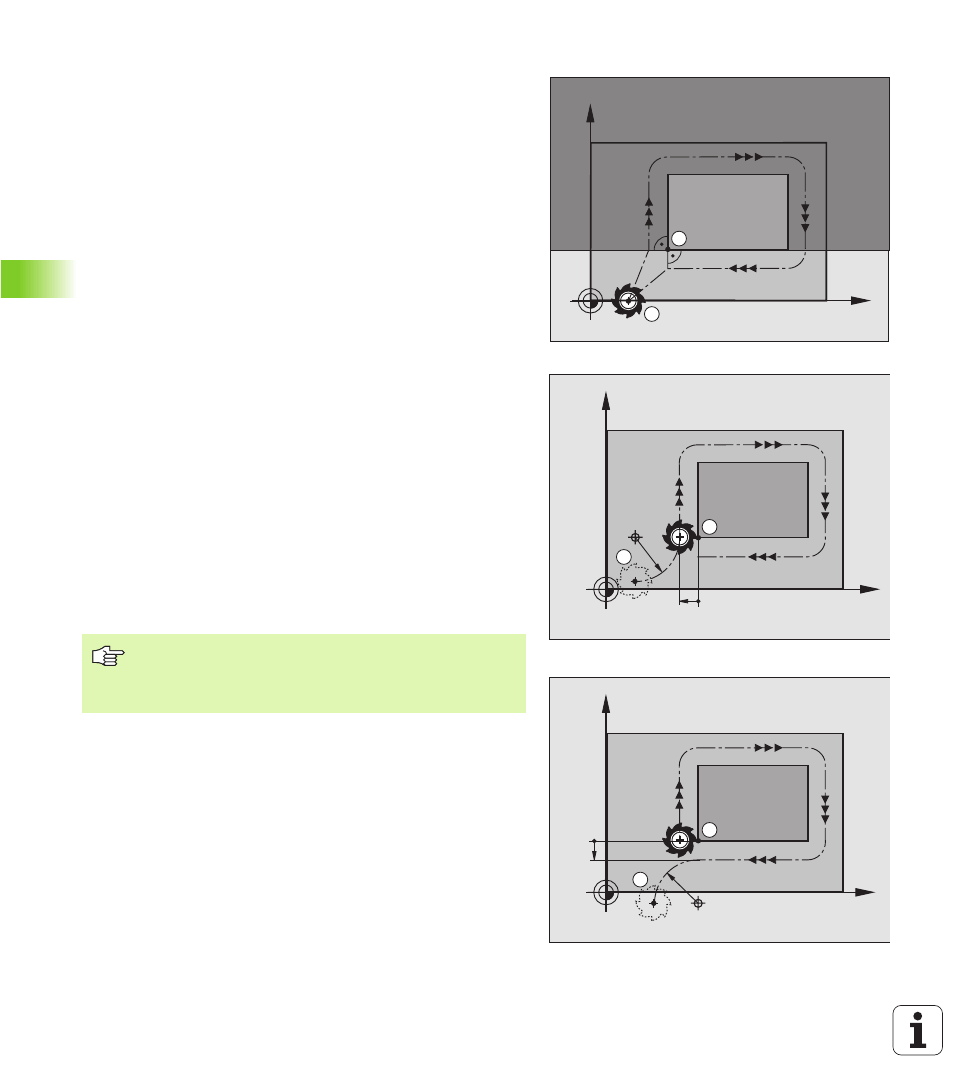
Punto di partenza e punto finale comuni
Per i punti di partenza e finale comuni non programmare alcuna
correzione del raggio.
Per escludere il rischio di danneggiamento del profilo: il punto di
partenza ottimale si trova tra i prolungamenti delle traiettorie utensile
per la lavorazione del primo e dell'ultimo elemento di profilo.
Esempio
Figura in alto a destra: definendo il punto di partenza nel campo grigio
scuro, il profilo viene danneggiato nell'avvicinamento al primo punto
del profilo.
Avvicinamento e distacco tangenziale
Con G26 (figura in centro a destra) ci si può avvicinare al pezzo
tangenzialmente e con G27 (figura in basso a destra) distaccarsi
tangenzialmente dal pezzo. In questo modo si evitano danneggiamenti
per spogliatura.
Punto di partenza e punto finale
Il punto di partenza e il punto finale sono rispettivamente prossimi al
primo e all'ultimo punto sul profilo, all'esterno del pezzo e devono
essere programmati senza correzione del raggio.
Avvicinamento
U
U
U
U
Inserire G26 dopo il blocco nel quale è programmato il primo punto
del profilo: questo è il primo blocco con correzione del raggio G41/
G42
Distacco
U
U
U
U
Inserire G27 dopo il blocco nel quale è programmato l'ultimo punto
del profilo: questo è il primo blocco con correzione del raggio G41/
G42
X
Y
A
E
Scegliere il raggio per G26 e G27 in modo tale che la
traiettoria circolare possa essere eseguita tra il punto ed il
primo punto del profilo, nonché tra l'ultimo punto sul
profilo ed il punto finale.
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B