Filettatura (ciclo g86) – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 257
HEIDENHAIN iTNC 530
257
8.
3 C
ic
li
d
i f
o
ra
tu
ra
, m
a
s
c
h
ia
tu
ra
e
fr
es
at
u
ra d
i
fi
le
tt
at
u
re
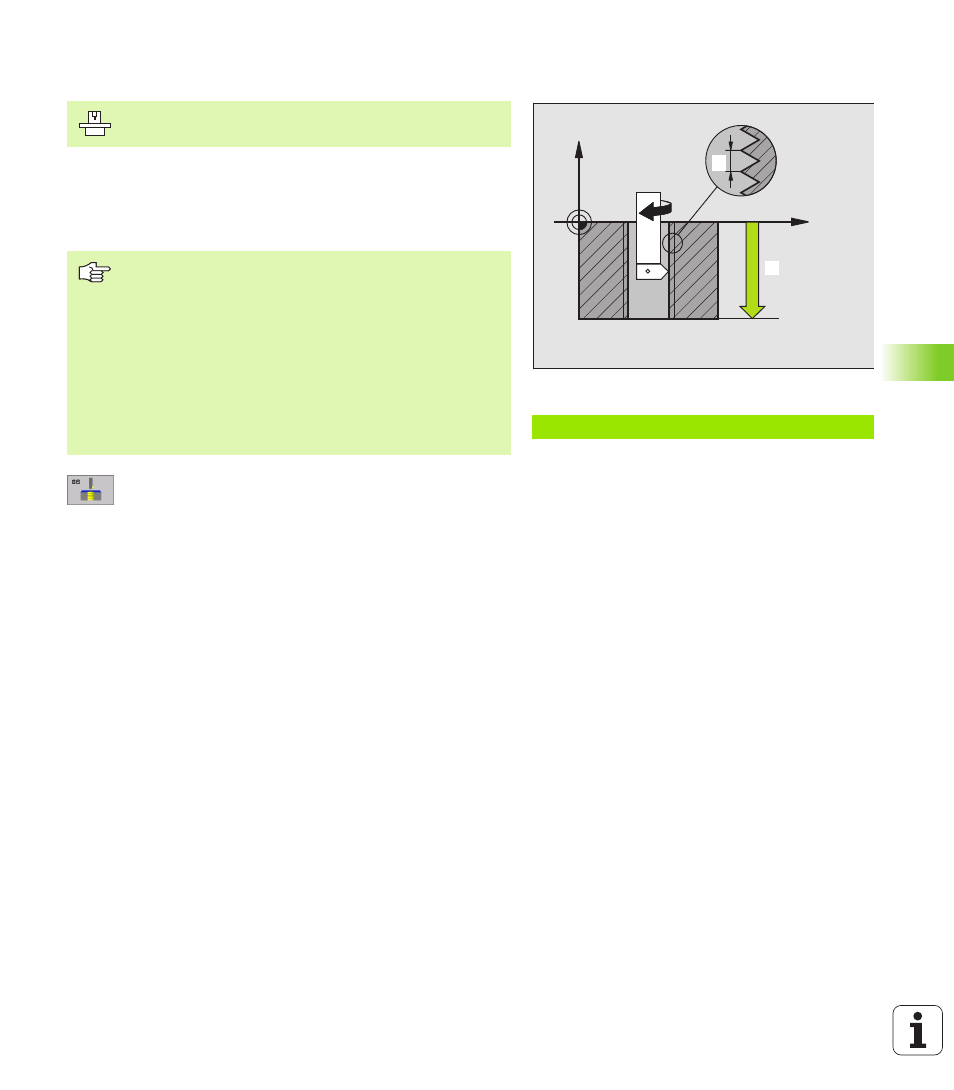
FILETTATURA (Ciclo G86)
Nel ciclo G86 FILETTATURA l'utensile si porta con mandrino regolato
dalla posizione attuale fino alla PROFONDITA'. Sul fondo del foro il
mandrino si arresta. L'avvicinamento e il ritiro devono essere inseriti
separatamente, possibilmente in un ciclo del Costruttore. Il
Costruttore della macchina darà tutte le informazioni al riguardo.
U
U
U
U
PROFONDITA' DI FORATURA
1
: distanza tra la posizione
attuale dell'utensile e l'estremità della filettatura
Il segno della PROFONDITA' DI FORATURA definisce
la direzione della lavorazione ("-" corrisponde alla
direzione negativa nell'asse del mandrino)
U
U
U
U
PASSO DELLA FILETTATURA
2
:
passo della filettatura. Il segno definisce se si tratta di
una filettatura destrorsa o sinistrorsa:
+= Filettatura destrorsa (M3 con PROF. NEGATIVA)
– = Filettatura sinistrorsa (M4 con PROF. NEGATIVA)
Esempio: Blocchi NC
N 2 2 G 86 P0 1 - 2 0 P 0 2 + 1 *
X
Z
11
12
La macchina e il TNC devono essere predisposti dal
Costruttore.
Da osservare prima della programmazione
Il TNC calcola l'avanzamento in funzione del numero di giri.
Azionando durante la filettatura la manopola del
potenziometro di regolazione del numero di giri,
l'avanzamento viene adattato automaticamente.
La manopola del potenziometro di regolazione
dell'avanzamento è disattivata.
Il TNC inserisce e disinserisce il mandrino
automaticamente. M3 o M4 non possono essere
programmate prima della chiamata del ciclo.