Svuotamento (ciclo g57), G57 svuotamento (obbligatorio) – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 337
HEIDENHAIN iTNC 530
337
8
.6
C
ic
li
S
L
G
rup
po
I
SVUOTAMENTO (Ciclo G57)
Svolgimento del ciclo
1
Nel piano di lavoro il TNC posiziona l'utensile sopra il primo punto
di penetrazione, tenendo conto del SOVRAMETALLO DI
FINITURA
2
Con l'AVANZAMENTO IN PROFONDITÀ il TNC porta l'utensile alla
prima PROFONDITà DI ACCOSTAMENTO
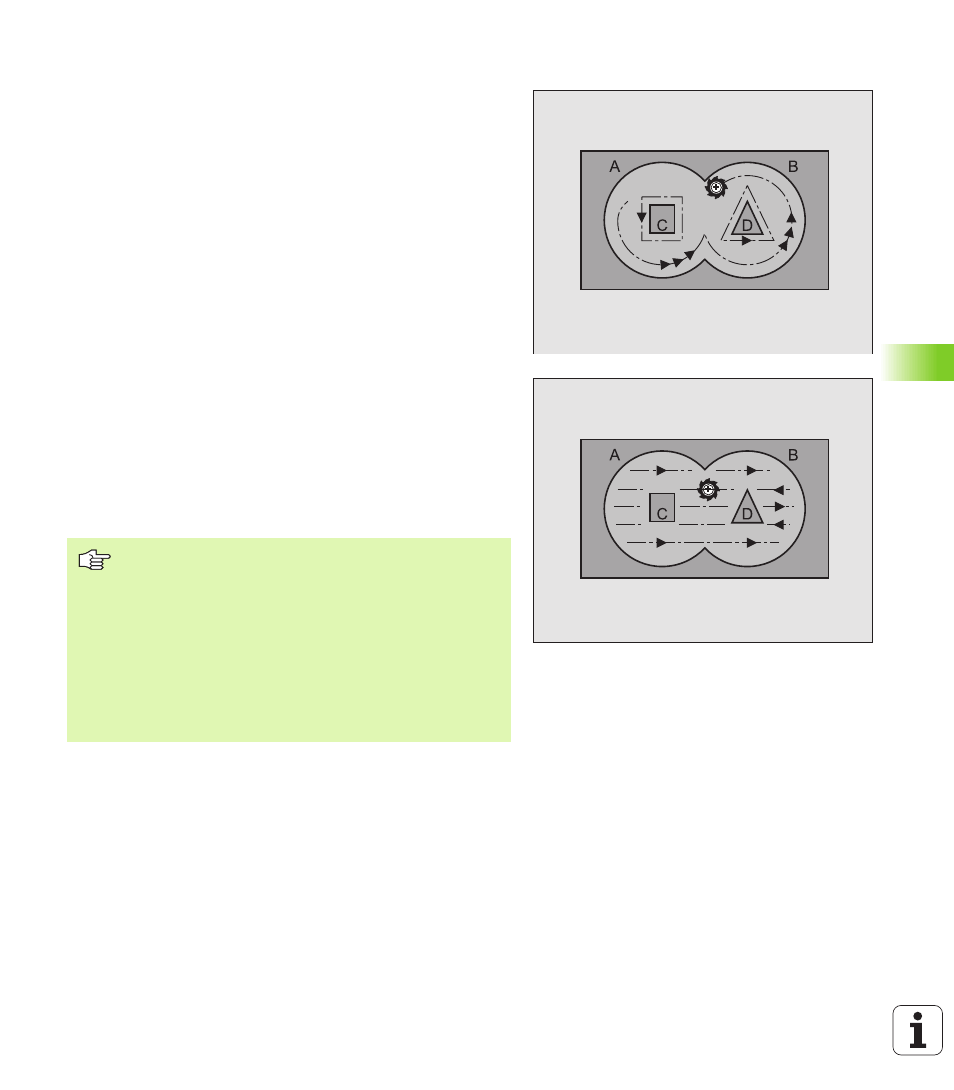
Fresatura di contornatura (vedere figura in alto a destra):
1
L'utensile fresa il primo segmento di profilo con l'AVANZAMENTO
impostato; il SOVRAMETALLO DI FINITURA viene tenuto in conto
nel piano di lavoro
2
Per gli ulteriori accostamenti e segmenti di profilo il TNC prosegue
allo stesso modo
3
Il TNC porta l'utensile nell'asse del mandrino alla DISTANZA DI
SICUREZZA e successivamente sopra il primo punto di
penetrazione sul piano di lavoro
Svuotamento tasca (vedere figura al centro a destra):
1
Alla prima PROFONDITA' DI ACCOSTAMENTO l'utensile fresa il
profilo con AVANZAMENTO DI FRESATURA in modo parassiale o
con l'angolo di svuotamento impostato
2
I profili delle isole (qui: C/D) vengono superati alla distanza di
sicurezza
3
Questa procedura si ripete fino al raggiungimento della
PROFONDITA'
Da osservare prima della programmazione
Con MP7420.0 e MP7420.1 si definisce come il TNC deve
lavorare il profilo(vedere "Parametri utente generali", pag.
510).
Programmare l'istruzione di posizionamento del punto di
partenza nell'asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo).
Utilizzare event. una fresa con tagliente frontale a taglio
centrale (DIN 844) oppure effettuare una foratura
preliminare con il ciclo 21.