HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 266
266
8 Programmazione: Cicli
8.
3 C
ic
li
d
i f
o
ra
tu
ra
, m
a
s
c
h
ia
tu
ra
e
fr
es
at
u
ra d
i
fi
le
tt
at
u
re
U
U
U
U
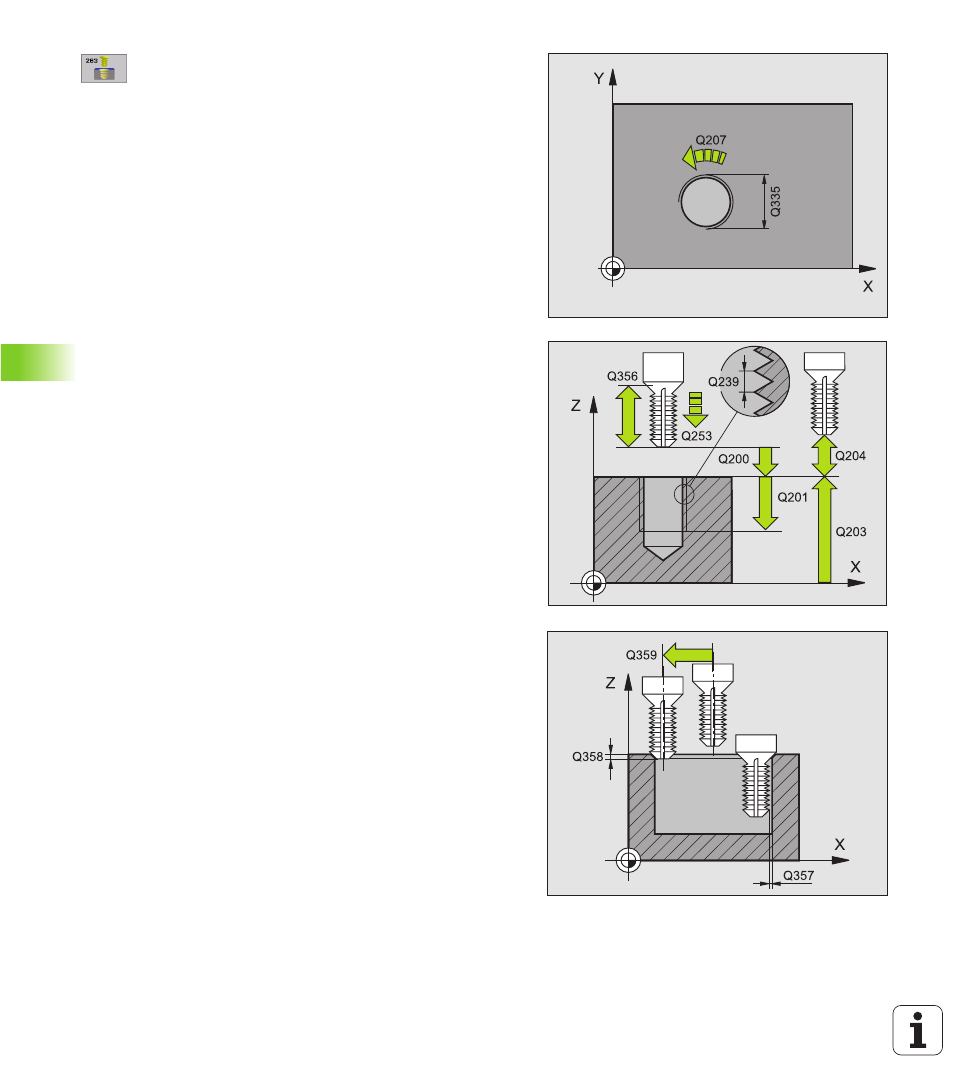
DIAMETRO NOMINALE
Q335: diametro nominale della
filettatura
U
U
U
U
PASSO DELLA FILETTATURA
Q239: passo della
filettatura. Il segno definisce se si tratta di una
filettatura destrorsa o sinistrorsa:
+= Filettatura destrorsa
– = Filettatura sinistrorsa
U
U
U
U
PROFONDITA' DELLA FILETTATURA
Q201 (in valore
incrementale): distanza tra la superficie del pezzo e la
fine della filettatura
U
U
U
U
PROFONDITA' DI SMUSSO
Q356: (in valore
incrementale): distanza tra la punta dell'utensile e la
superficie del pezzo
U
U
U
U
AVANZ. AVVICINAMENTO
Q253: velocità di spostamento
dell'utensile durante la penetrazione nel pezzo e
l'estrazione dal pezzo in mm/min
U
U
U
U
TIPO DI FRESATURA
Q351: tipo della lavorazione di
fresatura con M03
+1 = concorde
–1 = discorde
U
U
U
U
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile e la superficie del
pezzo
U
U
U
U
DISTANZA DI SICUREZZA LATERALE
Q357 (in valore
incrementale): distanza tra il tagliente dell'utensile e la
parete del foro
U
U
U
U
PROFONDITA' FRONTALE
Q358 (in valore incrementale):
distanza tra la punta dell'utensile e la superficie del
pezzo con lavorazione frontale dello smusso
U
U
U
U
ECCENTRICITA' SMUSSO FRONTALE
Q359 (in valore
incrementale): distanza di cui il TNC sposta il centro
dell'utensile rispetto al centro del foro