HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 316
316
8 Programmazione: Cicli
8.
4
C
ic
li
p
e
r
la
f
re
s
at
u
ra d
i t
a
s
c
h
e
, i
s
o
le e
s
c
a
n
a
la
tu
re
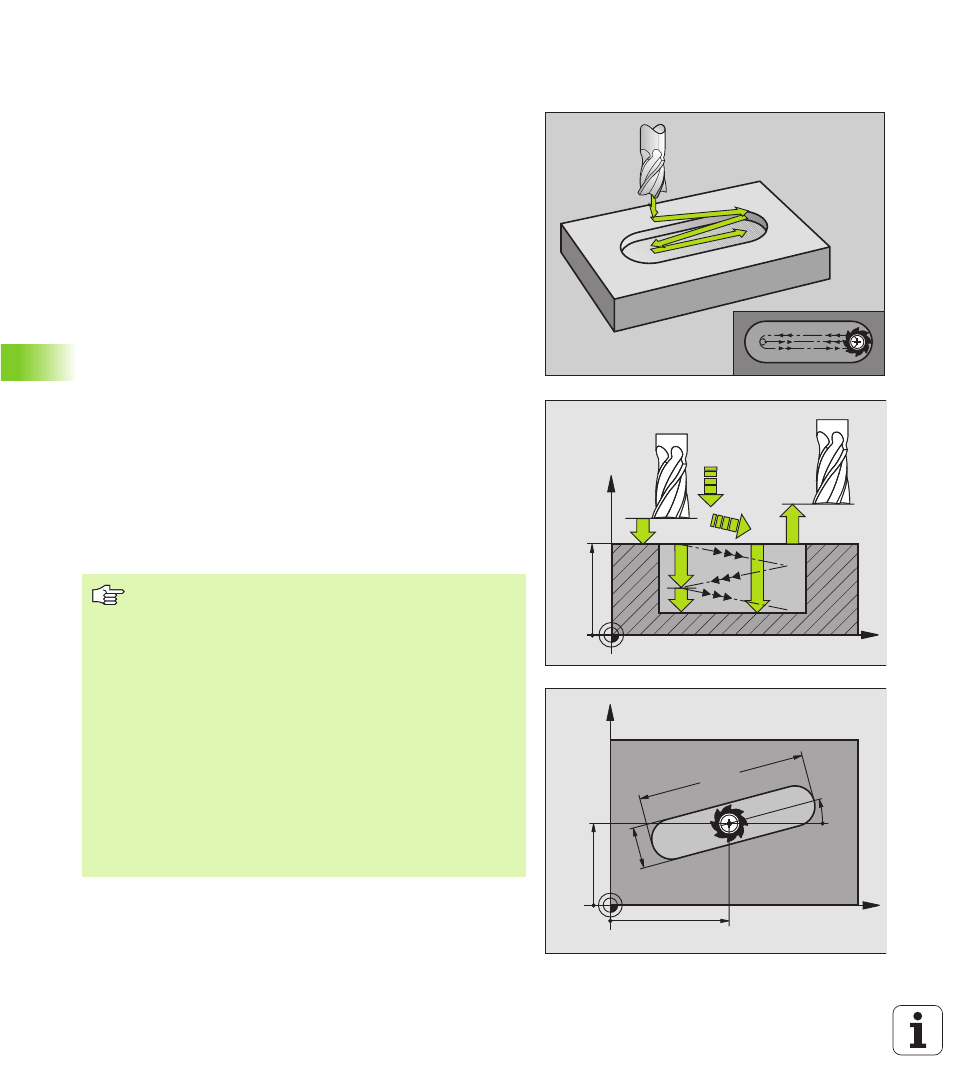
SCANALATURA (asola) penetrazione con
pendolamento (Ciclo G210)
Sgrossatura
1
Il TNC posiziona in rapido l'utensile nell'asse del mandrino alla 2ª
DISTANZA DI SICUREZZA e successivamente al centro del
cerchio sinistro; da qui il TNC posiziona l'utensile alla DISTANZA DI
SICUREZZA sopra la superficie del pezzo
2
L’utensile si porta con la velocità di AVANZAMENTO DI
FRESATURA sulla superficie del pezzo; da qui la fresa si porta in
direzione longitudinale della scanalatura - penetrando
obliquamente nel materiale - al centro del cerchio destro
3
Successivamente l'utensile si riporta, di nuovo penetrando
obliquamente, fino al centro del cerchio sinistro; questi passi si
ripetono fino al raggiungimento della PROFONDITA' DI
FRESATURA programmata
4
Alla PROFONDITA' DI FRESATURA il TNC sposta l'utensile,
eseguendo una fresatura a spianare, all'altra estremità della
scanalatura e quindi di nuovo al centro della stessa
Finitura
5
Il TNC posiziona l’utensile al centro della scanalatura circolare e poi
tangenzialmente all’estremità sinistra della scanalatura; quindi il
TNC esegue la finitura concorde del profilo (con M3), se
programmato anche con più passate
6
Alla fine del profilo l’utensile si stacca tangenzialmente e ritorna al
centro della scanalatura circolare sinistra
7
Successivamente l'utensile si porta in rapido alla DISTANZA DI
SICUREZZA e, se programmata, alla 2ª DISTANZA DI SICUREZZA
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q
2
1
9
Q21
8
Q217
Q216
Q224
Da osservare prima della programmazione
Il TNC preposiziona automaticamente l'utensile nell'asse
utensile e nel piano di lavoro.
In sgrossatura l'utensile penetra nel materiale pendolando
da una estremità all'altra della scanalatura. La foratura
preliminare non è quindi necessaria.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.
Scegliere una fresa con diametro non superiore alla
LARGHEZZA SCANALATURA e non inferiore a un terzo
della stessa.
Il diametro della fresa non deve essere inferiore alla metà
della lunghezza della scanalatura: altrimenti il TNC non può
far penetrare l'utensile con un movimento alternato.