5 t rai et to ri e - c o o rd in a te p o lar i – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 190
190
6 Programmazione: Programmazione profili
6.
5 T
rai
et
to
ri
e
- C
o
o
rd
in
a
te
p
o
lar
i
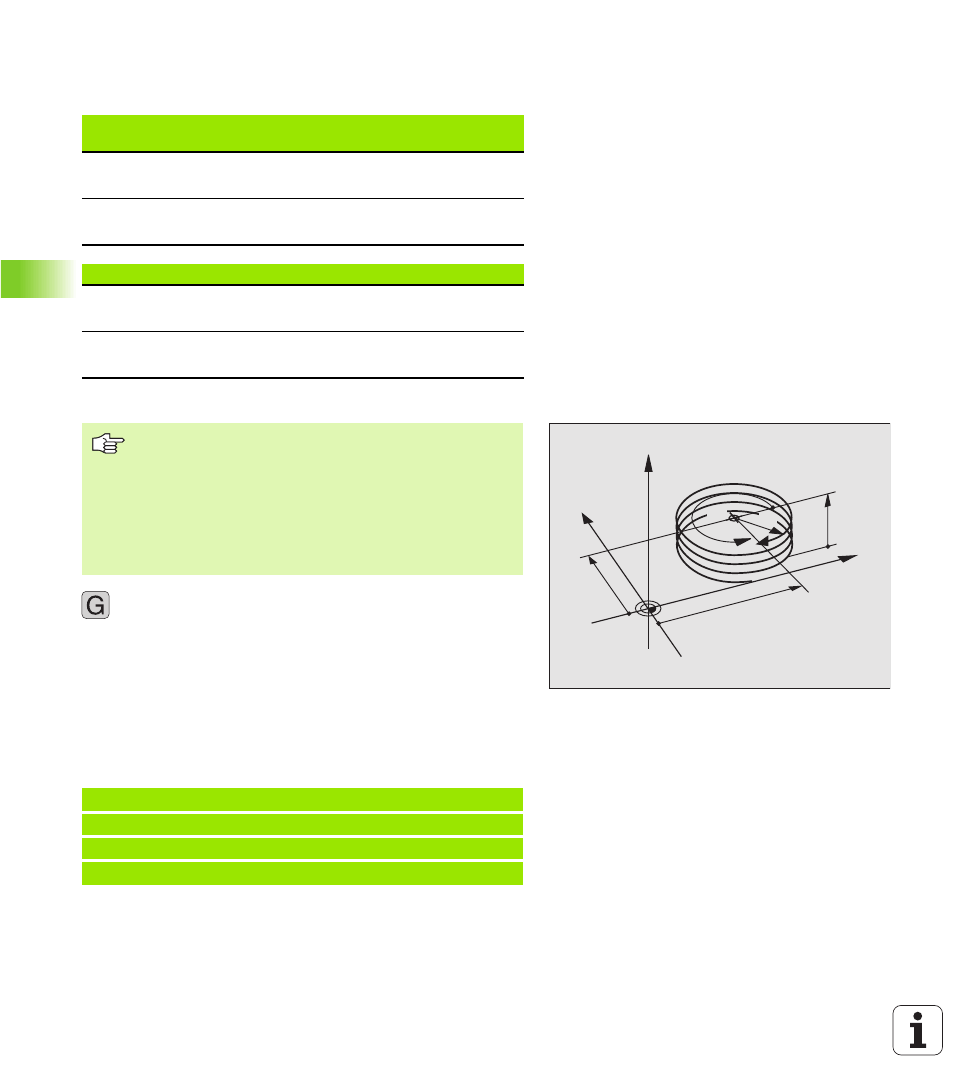
Forma della traiettoria elicoidale
La tabella illustra la relazione tra la direzione di lavoro, il senso di
rotazione e la correzione del raggio per determinate traiettorie.
Programmazione di una traiettoria elicoidale
U
U
U
U
Angolo in coordinate polari H: inserire in modo
incrementale l'angolo totale che l'utensile percorre
sulla traiettoria elicoidale. Dopo l'inserimento
dell' angolo selezionare l'asse utensile con un
tasto di selezione assi.
U
U
U
U
Inserire in modo incrementale la coordinata per
l'altezza della traiettoria elicoidale
U
U
U
U
Inserire la correzione del raggio G41/G42 come da
tabella
Esempi di blocchi NC: filettatura M6 x 1 mm con 5 filetti
Filett. interna
Direzione di
lavoro
Senso di
rotazione
Correzione
del raggio
Destrorsa
Sinistrorsa
Z+
Z+
G13
G12
G41
G42
Destrorsa
Sinistrorsa
Z–
Z–
G12
G13
G42
G41
Filett. esterna
Destrorsa
Sinistrorsa
Z+
Z+
G13
G12
G42
G41
Destrorsa
Sinistrorsa
Z–
Z–
G12
G13
G41
G42
Inserire la direzione di rotazione e l'angolo totale
incrementale G91 H con lo stesso segno, altrimenti
l'utensile potrebbe muoversi su una traiettoria errata.
Per l'angolo totale G91 H può essere inserito un valore tra
–5400° e +5400°. Se la filettatura ha più di 15 filetti,
programmare la traiettoria elicoidale con una ripetizione di
blocchi di programma.
(vedere "Ripetizioni di blocchi di programma", pag. 408)
N1 2 0 I +4 0 J+ 2 5 *
N1 3 0 G 01 Z +0 F1 0 0 M 3 *
N1 4 0 G 11 G 41 R+ 3 H + 27 0 *
N1 5 0 G 12 G 91 H- 1 80 0 Z + 5 *
Y
X
Z
25
40
5
270°
R3
CC
12