HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 398
398
8 Programmazione: Cicli
8
.1
0
C
ic
li
pe
r l
a
c
o
n
v
e
rs
ione
di
c
o
o
rdi
na
te
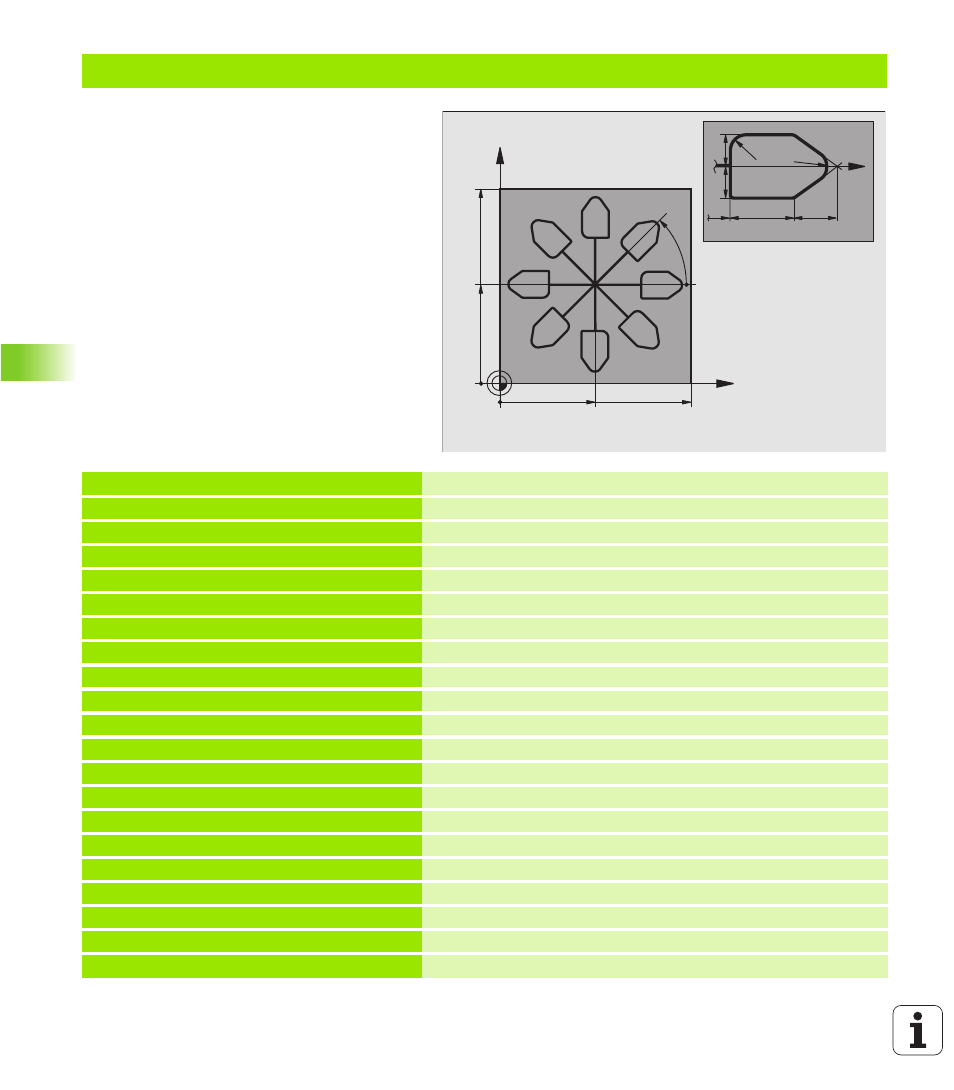
Esempio: cicli per la conversione delle coordinate
Esecuzione del programma
n
Conversione delle coordinate nel programma
principale
n
Elaborazione nel sottoprogramma,vedere
"Sottoprogrammi ", pag. 407
%K O UM R G 7 1 *
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z - 20 *
Definizione pezzo grezzo
N2 0 G 3 1 G 9 0 X +1 3 0 Y +1 3 0 Z +0 *
N3 0 G 9 9 T 1 L + 0 R +1 *
Definizione utensile
N4 0 T 1 G 1 7 S 4 50 0 *
Chiamata utensile
N5 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Disimpegno utensile
N6 0 G 5 4 X + 65 Y+ 6 5 *
Spostamento dell'origine al centro
N7 0 L 1 ,0 *
Chiamata lavorazione di fresatura
N8 0 G 9 8 L 1 0 *
Impostazione label per la ripetizione di blocchi di programma
N9 0 G 7 3 G 9 1 H +4 5 *
Rotazione di 45°, valore incrementale
N1 0 0 L 1, 0 *
Chiamata lavorazione di fresatura
N1 1 0 L 10 , 6 *
Salto di ritorno al LBL 10; in totale 6 volte
N1 2 0 G 73 G 90 H+ 0 *
Annullamento della rotazione
N1 3 0 G 54 X +0 Y+ 0 *
Annullamento dello spostamento dell'origine
N1 4 0 G 00 Z +2 5 0 M 2 *
Disimpegno dell'utensile, fine del programma
N1 5 0 G 98 L 1 *
Sottoprogramma 1:
N1 6 0 G 00 G 40 X+ 0 Y + 0 *
Definizione della lavorazione di fresatura
N1 7 0 Z +2 M 3 *
N1 8 0 G 01 Z -5 F2 0 0 *
N1 9 0 G 41 X +3 0 *
N2 0 0 G 91 Y +1 0 *
X
Y
65
65
130
130
45°
X
20
30
10
R
5
R5
10
10