HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 184
184
6 Programmazione: Programmazione profili
6
.4
T
ra
ie
tto
ri
e
-
C
o
o
rd
in
a
te
c
a
rte
s
ia
n
e
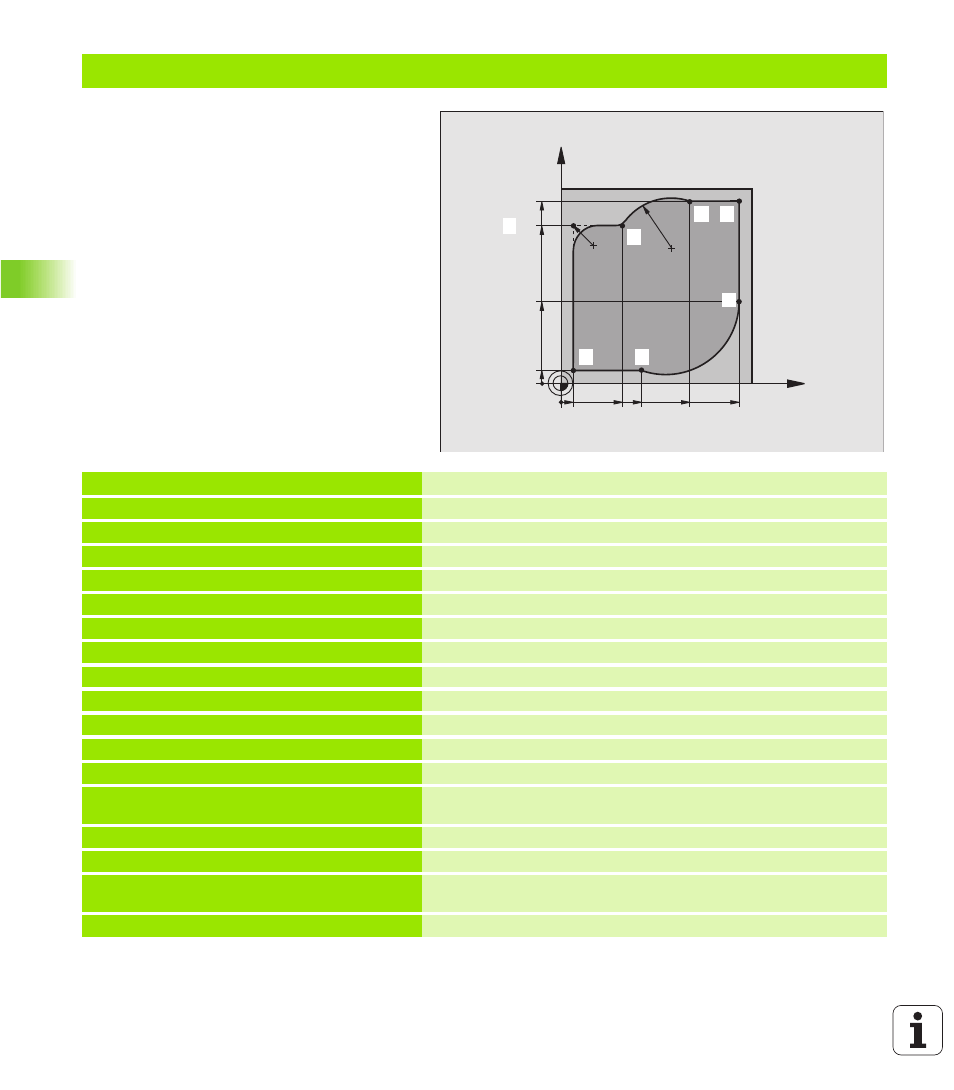
Esempio: Traiettorie circolari con coordinate cartesiane
%C I RC U LA R G7 1 *
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z - 20 *
Definizione pezzo grezzo per la simulaz. grafica della lavorazione
N2 0 G 3 1 G 9 0 X +1 0 0 Y +1 0 0 Z +0 *
N3 0 G 9 9 T 1 L + 0 R +1 0 *
Definizione dell'utensile nel programma
N4 0 T 1 G 1 7 S 4 00 0 *
Chiamata utensile con asse mandrino e n. giri mandrino
N5 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Disimpegno utensile sull'asse mandrino in rapido
N6 0 X - 10 Y -1 0 *
Preposizionamento dell'utensile
N7 0 G 0 1 Z - 5 F 10 0 0 M 3 *
Posizionamento alla profondità di lavorazione con F = 1000 mm/min
N8 0 G 0 1 G 4 1 X +5 Y+ 5 F 3 00 *
Posizionamento sul punto 1, attivazione correzione raggio G41
N9 0 G 2 6 R 5 F 1 50 *
Avvicinamento tangenziale
N1 0 0 Y +8 5 *
Punto 2: prima retta per lo spigolo 2
N1 1 0 G 25 R 10 *
Inserimento raggio con R = 10 mm, avanzamento: 150 mm/min
N1 2 0 X +3 0 *
Posizionamento sul punto 3: punto di partenza del cerchio
N1 3 0 G 02 X +7 0 Y + 95 R+ 3 0 *
Posizionamento sul punto 4: punto finale del cerchio con G02, raggio
30 mm
N1 4 0 G 01 X +9 5 *
Posizionamento sul punto 5
N1 5 0 Y +4 0 *
Posizionamento sul punto 6
N1 6 0 G 06 X +4 0 Y + 5 *
Posizionamento sul punto 7: punto finale del cerchio, arco di cerchio
con raccordo
Tangenziale al punto 6, calcolo automatico del raggio
X
Y
95
5
95
5
85
40
40
30
70
R10
R
30
1
1
1
2
1
3
1
4
1
5
1
6
1
7