1 lavorare con i cicli, Definizione dei cicli tramite softkey – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 224
224
8 Programmazione: Cicli
8.
1 Lav
o
rar
e c
o
n
i
C
ic
li
8.1 Lavorare con i Cicli
Le lavorazioni di uso frequente che comprendono più passi di
lavorazione, sono memorizzate nel TNC quali cicli. Anche le
conversioni di coordinate e alcune funzioni speciali sono disponibili
quali cicli (vedere tabella prossima pagina).
I cicli di lavorazione con numeri a partire da 200 utilizzano i parametri
Q come parametri di trasferimento. I parametri, che vengono utilizzati
dal TNC in diversi cicli con la stessa funzione, hanno sempre lo stesso
numero: p. es. Q200 è sempre la DISTANZA DI SICUREZZA, Q202 la
PROFONDITA' DI ACCOSTAMENTO ecc.
Definizione dei cicli tramite softkey
U
U
U
U
La riga di softkey visualizza i vari gruppi di cicli
U
U
U
U
Selezionare un gruppo di cicli, p. es. i cicli di foratura
U
U
U
U
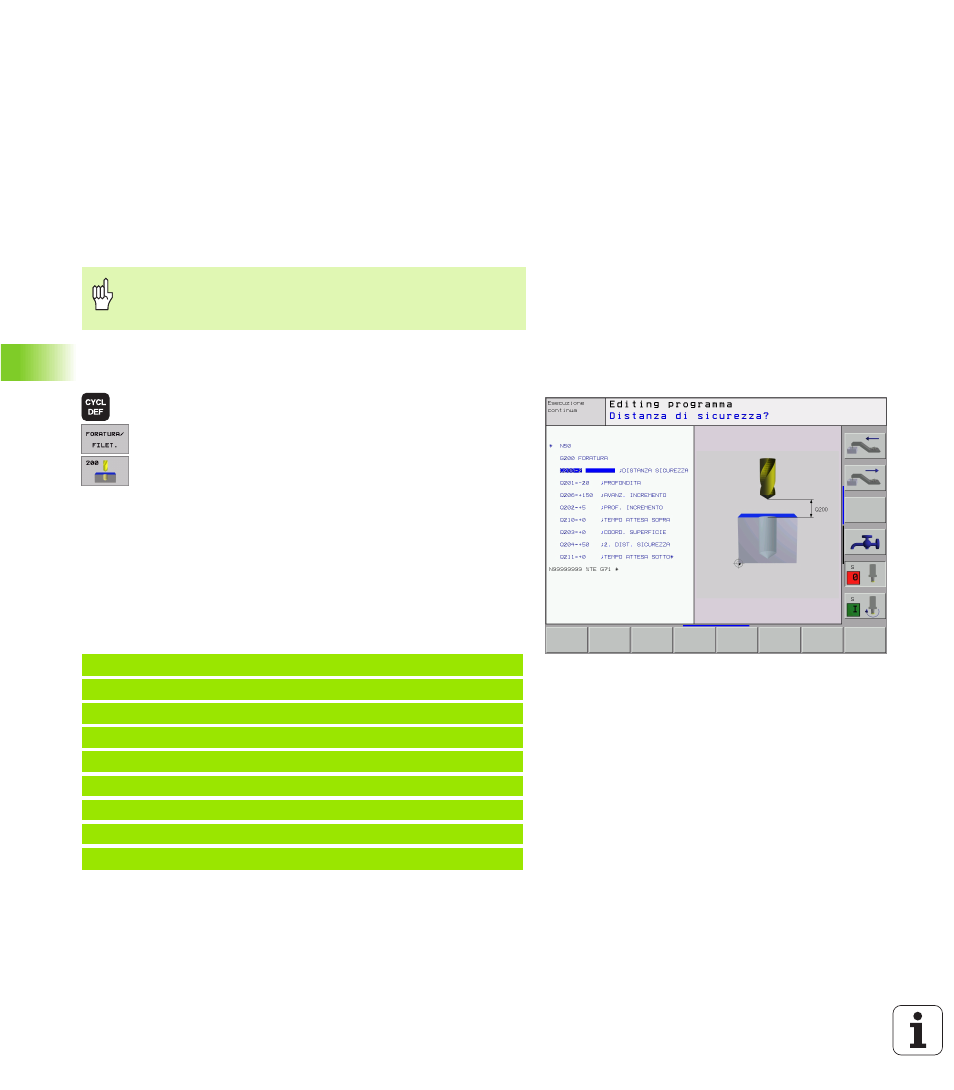
Selezionare il ciclo, p. es. FORATURA. Il TNC aprirà un
dialogo e chiederà tutti i valori da inserire;
contemporaneamente visualizzerà nella metà destra
dello schermo una grafica, nella quale i parametri da
inserire sono evidenziati su un campo chiaro
U
U
U
U
Inserire tutti i parametri richiesti dal TNC,
confermando ogni inserimento con il tasto ENT
U
U
U
U
Quando tutti i dati necessari saranno inseriti, il TNC
terminerà automaticamente il dialogo
Esempio di blocco NC
Per evitare errori di inserimento nella definizione del ciclo,
prima della lavorazione eseguire un test grafico del
programma (vedere "Test del programma", pag. 463)!
N1 0 G 2 00 F OR A TU R A
Q 20 0 =2
;D I S T. DI SI C UR E ZZ A
Q 20 1 =3
;P R O FO N DI T À
Q 20 6 =1 5 0
;A V A NZ A ME N TO PR O F.
Q 20 2 =5
;P R O F. AC C OS T AM E NT O
Q 21 0 =0
;T E M PO DI SO S TA SO P RA
Q 20 3 =+ 0
;C O O R. SU P ER F .
Q 20 4 =5 0
;2 . DI S T. DI SI C UR E ZZ A
Q 21 1 =0 . 25
;T E M PO DI SO S TA SO T TO