Dati necessari nella tabella utensili – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 161
HEIDENHAIN iTNC 530
161
5
.5
L
a
v
or
o
c
o
n
t
a
be
ll
e
da
ti
d
i
ta
gl
io
Generazione di una nuova tabella dati di taglio
U
U
U
U
Selezionare il modo operativo MEMORIZZAZIONE/EDITING
PROGRAMMA
U
U
U
U
Selezione della Gestione file dati: premere il tasto PGM MGT
U
U
U
U
Selezionare la directory nella quale le tabelle dati di taglio devono
essere memorizzate (Standard: TNC:\)
U
U
U
U
Inserire un qualsiasi nome di file, il tipo di file .CDT e confermare con
il tasto ENT
U
U
U
U
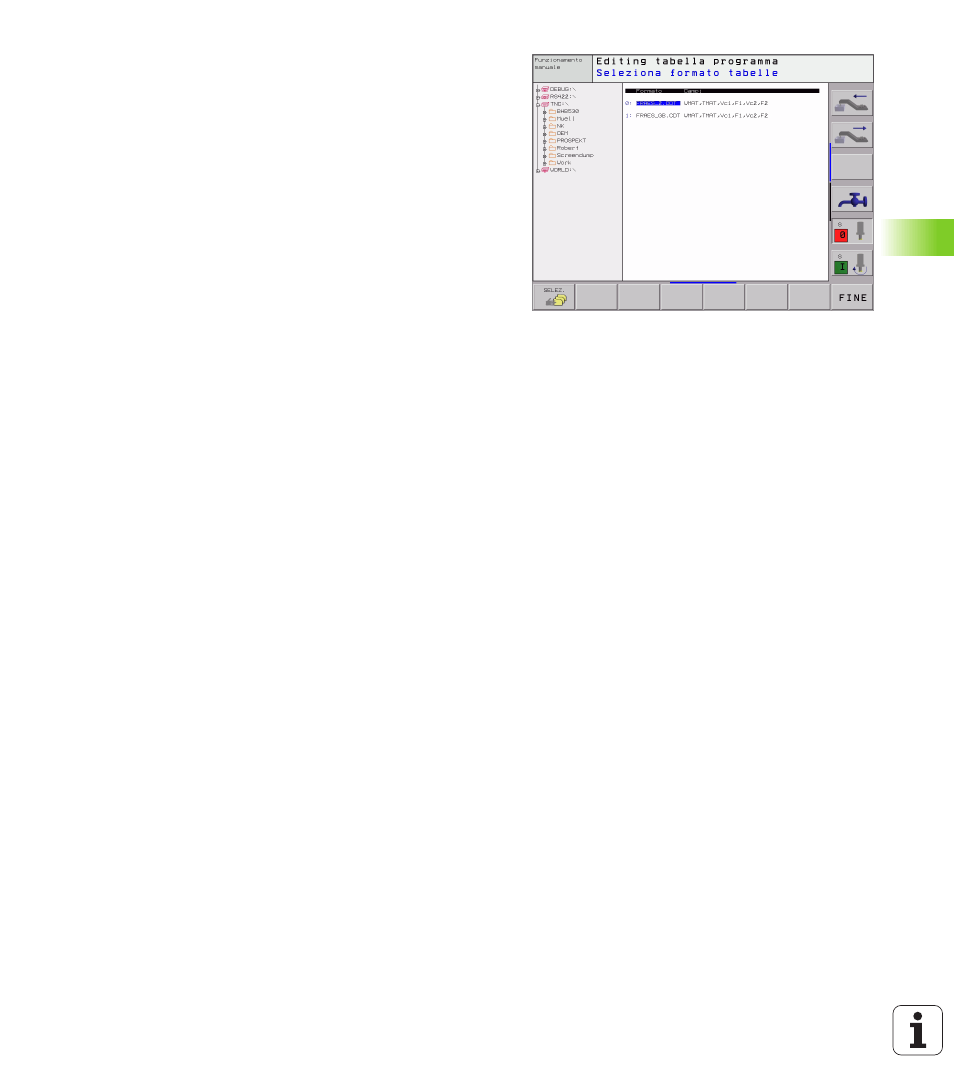
Il TNC visualizza nella metà destra dello schermo vari formati di
tabella (in funzione della macchina; vedere l'esempio in alto a destra)
che differiscono per il numero delle combinazioni velocità di taglio/
avanzamento. Portare il campo chiaro con i tasti freccia sul formato
tabella desiderato e confermare con il tasto ENT. Il TNC genera una
nuova tabella dati di taglio vuota.
Dati necessari nella tabella utensili
n
Raggio utensile - Colonna R (DR)
n
Numero dei taglienti (solo per frese) - Colonna CUT
n
Tipo utensile – Colonna TIPO
n
Il tipo di utensile influenza il calcolo dell'avanzamento di traiettoria:
Frese: F = S · f
Z
z
Tutti gli altri utensili: F = S · f
U
S: Numero di giri mandrino
f
Z
: Avanzamento per tagliente
f
U
: Avanzamento per giro
z: Numero dei taglienti
n
Materiale tagliente - Colonna TMAT
n
Nome della tabella dati di taglio da utilizzare per questo utensile -
Colonna CDT
n
Il tipo di utensile, il materiale tagliente e il nome della tabella dati di
taglio vengono selezionati tramite softkey nella tabella utensili
(vedere "Tabella utensili: dati utensile supplementari per il calcolo
automatico del n. giri e dell'avanzamento", pag. 143).