Spostamento dell'origine (ciclo g54) – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 383
HEIDENHAIN iTNC 530
383
8
.1
0
C
ic
li
pe
r l
a
c
o
n
v
e
rs
ione
di
c
o
o
rdi
na
te
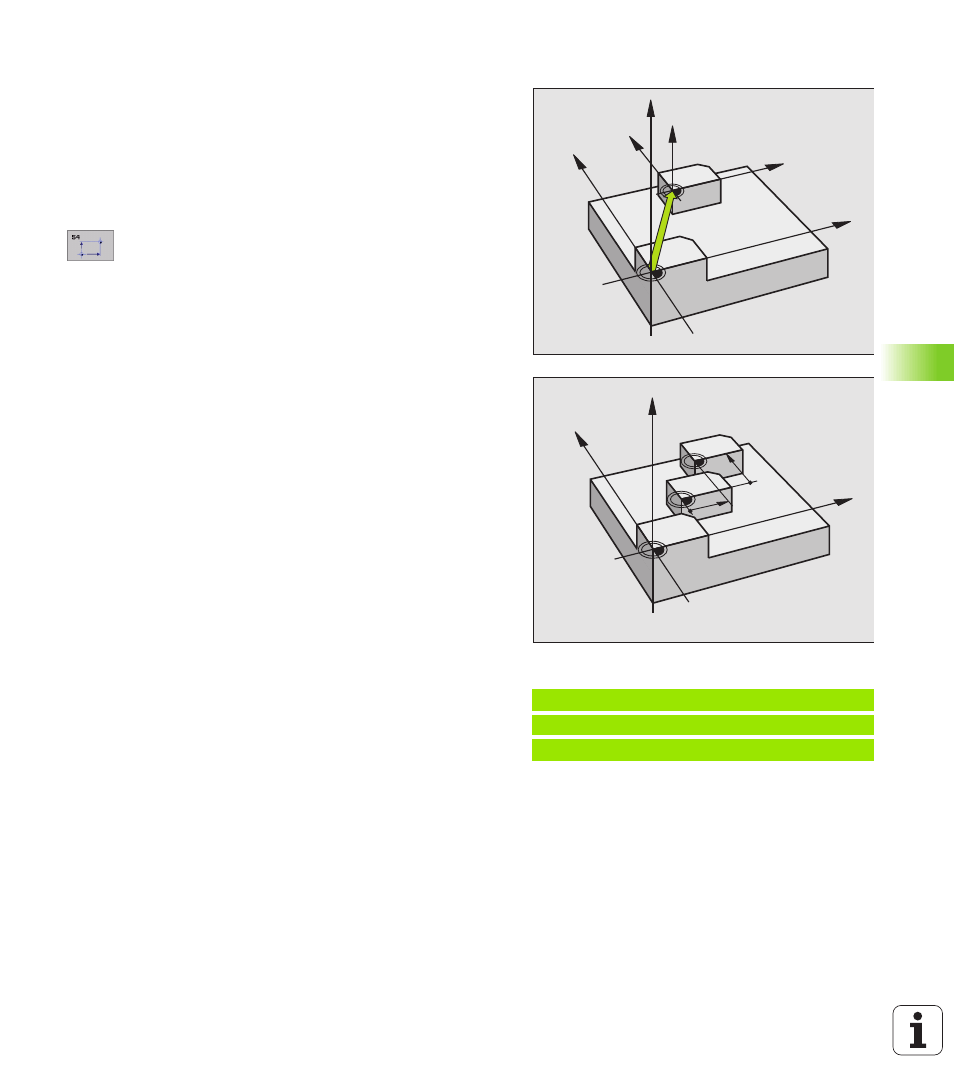
SPOSTAMENTO DELL'ORIGINE (Ciclo G54)
Con lo SPOSTAMENTO DELL'ORIGINE è possibile ripetere una
lavorazione in un punto qualsiasi del pezzo.
Attivazione
Dopo una definizione del ciclo SPOSTAMENTO DELL'ORIGINE, tutte
le quote di coordinate si riferiscono all'origine nuova. Lo spostamento
dei singoli assi viene visualizzato nell'indicazione di stato
supplementare. E' anche consentito inserire assi di rotazione.
U
U
U
U
SPOSTAMENTO
: inserire le coordinate della nuova
origine. Le quote assolute si riferiscono all'origine del
pezzo precedentemente definita nell'impostazione
della stessa. I valori incrementali si riferiscono
sempre all'ultima origine valida che può già essere
spostata
Annullamento
Un'istruzione di spostamento dell'origine con i valori di coordinate
X=0, Y=0 e Z=0 annulla lo spostamento dell'origine.
Grafica
Programmando dopo uno spostamento dell'origine un nuovo pezzo
grezzo, si può definire nel paramento macchina 7310 se il pezzo grezzo
deve riferirsi alla nuova o alla vecchia origine. Nella lavorazione di più
particolari, in questo modo il TNC può rappresentare graficamente
ogni singolo particolare.
Visualizzazioni di stato
n
L'indicazione della posizione si riferisce all'origine attiva (spostata)
n
Tutte le coordinate indicate nella visualizzazione di stato
supplementare (posizioni, origini) si riferiscono all'origine impostata
manualmente
Esempio: Blocchi NC
N 7 2 G 54 G9 0 X + 2 5 Y -1 2 ,5 Z+ 1 00 *
. . .
N 7 8 G 54 G9 0 R E F X + 25 Y- 1 2, 5 Z + 10 0 *
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY