Impostazione dell'origine, 1 pr incipi f ondamentali – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuale d'uso
Pagina 82
82
Programmazione: principi fondamentali, gestione file
3.1 Pr
incipi f
ondamentali
Impostazione dell'origine
Il disegno del pezzo specifica un determinato elemento geometrico
del pezzo quale origine assoluta (punto zero), generalmente uno
spigolo del pezzo. Nell'impostazione dell'origine si allinea per prima
cosa il pezzo rispetto agli assi macchina, portando l'utensile per ogni
asse in una posizione nota rispetto al pezzo. Per questa posizione si
imposta il display del TNC su zero o su un valore di posizione
predefinito. In questo modo si assegna il pezzo al sistema di
riferimento, valido per la visualizzazione del TNC e per il programma di
lavorazione.
Se il disegno del pezzo presenta origini relative, utilizzare
semplicemente i cicli per convertire le coordinate (vedere manuale
utente Programmazione di cicli, Cicli per la conversione delle
coordinate).
Quando il disegno del pezzo non è quotato a norma NC, si sceglie una
determinata posizione o uno spigolo come origine, in base alla quale si
potranno poi determinare con massima semplicità tutte le altre
posizioni.
La determinazione dell'origine risulta particolarmente agevole con il
sistema di tastatura 3D HEIDENHAIN. Vedere il manuale utente
Programmazione di cicli "Impostazione dell'origine con sistemi di
tastatura 3D".
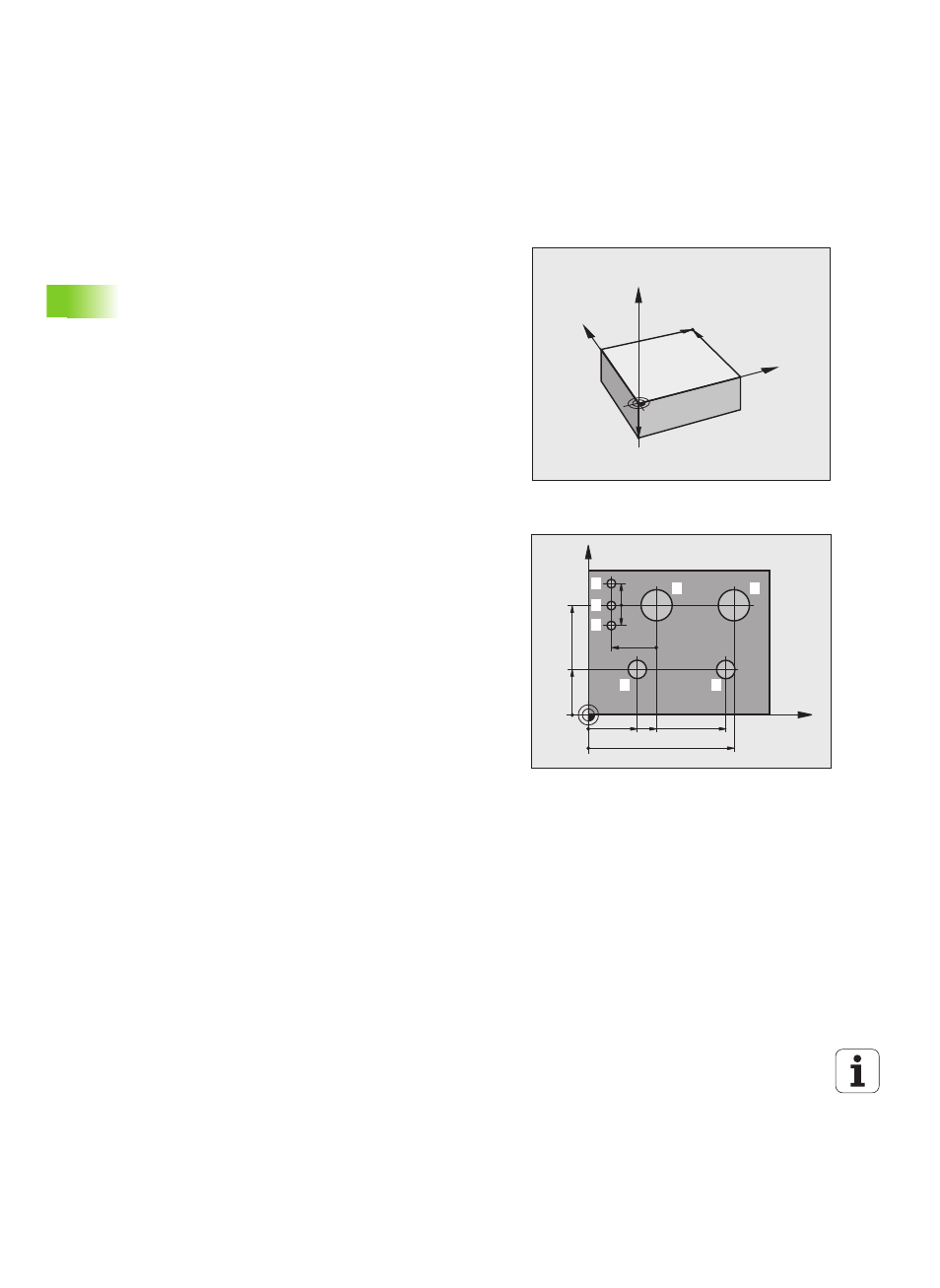
Esempio
Lo schizzo del pezzo mostra dei fori (da
1
a
4
), le cui quote si riferiscono
ad un'origine assoluta con le coordinate X=0 Y=0. I fori (da
5
a
7
) si
riferiscono ad un'origine relativa, con le coordinate assolute X=450
Y=750. Con il ciclo SPOSTAMENTO ORIGINE si sposta temporaneamente
l'origine sulla posizione X=450, Y=750, per programmare i fori (da
5
a
7
) senza ulteriori calcoli.
Y
X
Z
MAX
MIN
X
Y
325
320
0
450
900
950
150
-150
750
0
30
0±
0,
1
2
1
3
4
7
6
5