HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuale d'uso
Pagina 338
338
Programmazione: lavorazione a più assi
1
1
.2 F
u
nzione PLANE: r
o
tazione del piano di la
v
o
ro
(opzione sof
tw
a
re
1)
Parametri di immissione
U
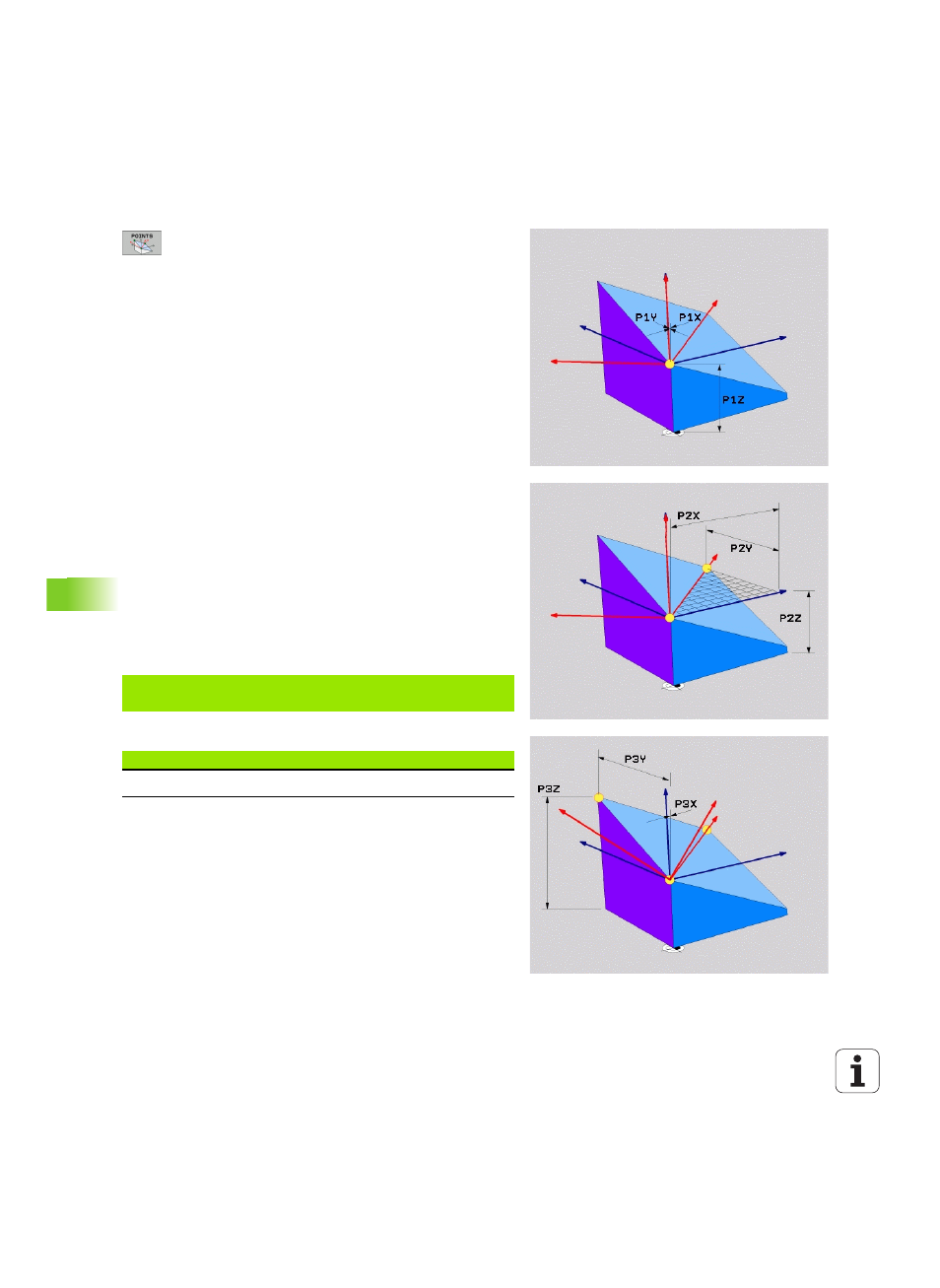
Coordinata X 1° punto del piano?
:coordinata X P1X
del 1º punto del piano (vedere figura in alto a destra)
U
Coordinata Y 1° punto del piano?
:coordinata Y P1Y
del 1º punto del piano (vedere figura in alto a destra)
U
Coordinata Z 1° punto del piano?
:coordinata Z P1Z
del 1º punto del piano (vedere figura in alto a destra)
U
Coordinata X 2° punto del piano?
:coordinata X P2X
del 2º punto del piano (vedere figura in centro a
destra)
U
Coordinata Y 2° punto del piano?
:coordinata Y P2Y
del 2º punto del piano (vedere figura in centro a
destra)
U
Coordinata Z 2° punto del piano?
:coordinata Z P2Z
del 2º punto del piano (vedere figura in centro a
destra)
U
Coordinata X 3° punto del piano?
:coordinata X P3X
del 3º punto del piano (vedere figura in basso a destra)
U
Coordinata Y 3° punto del piano?
:coordinata Y P3Y
del 3º punto del piano (vedere figura in basso a destra)
U
Coordinata Z 3° punto del piano?
:coordinata Z P3Z
del 3º punto del piano (vedere figura in basso a destra)
U
Continuare con le caratteristiche di posizionamento
(vedere "Definizione del comportamento nel
posizionamento della funzione PLANE" a pagina 342)
Blocco NC
Sigle utilizzate
5 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20
P3X+0 P3Y+41 P3Z+32.5 .....
Sigla
Significato
POINTS
Inglese points = punti