2 dati utensile, Premesse per la correzione utensile, Numero e nome utensile – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuale d'uso
Pagina 147: Lunghezza l dell'utensile, Raggio r dell'utensile, 2 d a ti ut ensile 5.2 dati utensile
HEIDENHAIN TNC 640
147
5.2 D
a
ti ut
ensile
5.2 Dati utensile
Premesse per la correzione utensile
Di norma si programmano le coordinate delle traiettorie nel modo in
cui il pezzo viene quotato nel disegno. Affinché il TNC possa calcolare
la traiettoria del centro dell'utensile, quindi effettuare una correzione
dell'utensile, occorre inserire la lunghezza e il raggio per ogni singolo
utensile.
I dati utensile possono essere inseriti con la funzione G99 direttamente
nel programma o separatamente in tabelle utensili. Inserendo i dati
utensile nelle tabelle, sono disponibili ulteriori informazioni specifiche
sugli utensili. Durante l'esecuzione del programma il TNC tiene conto
di tutti i dati inseriti.
Numero e nome utensile
Ogni utensile viene identificato da un numero tra 0 e 32767. Lavorando
con tabelle utensili si possono assegnare inoltre dei nomi utensile. I
nomi utensile possono essere composti da 16 caratteri al massimo.
L'utensile con il numero 0 viene identificato quale "utensile zero" con
lunghezza L=0 e raggio R=0. Anche nelle tabelle utensili l'utensile T0
dovrebbe essere definito con L=0 e R=0.
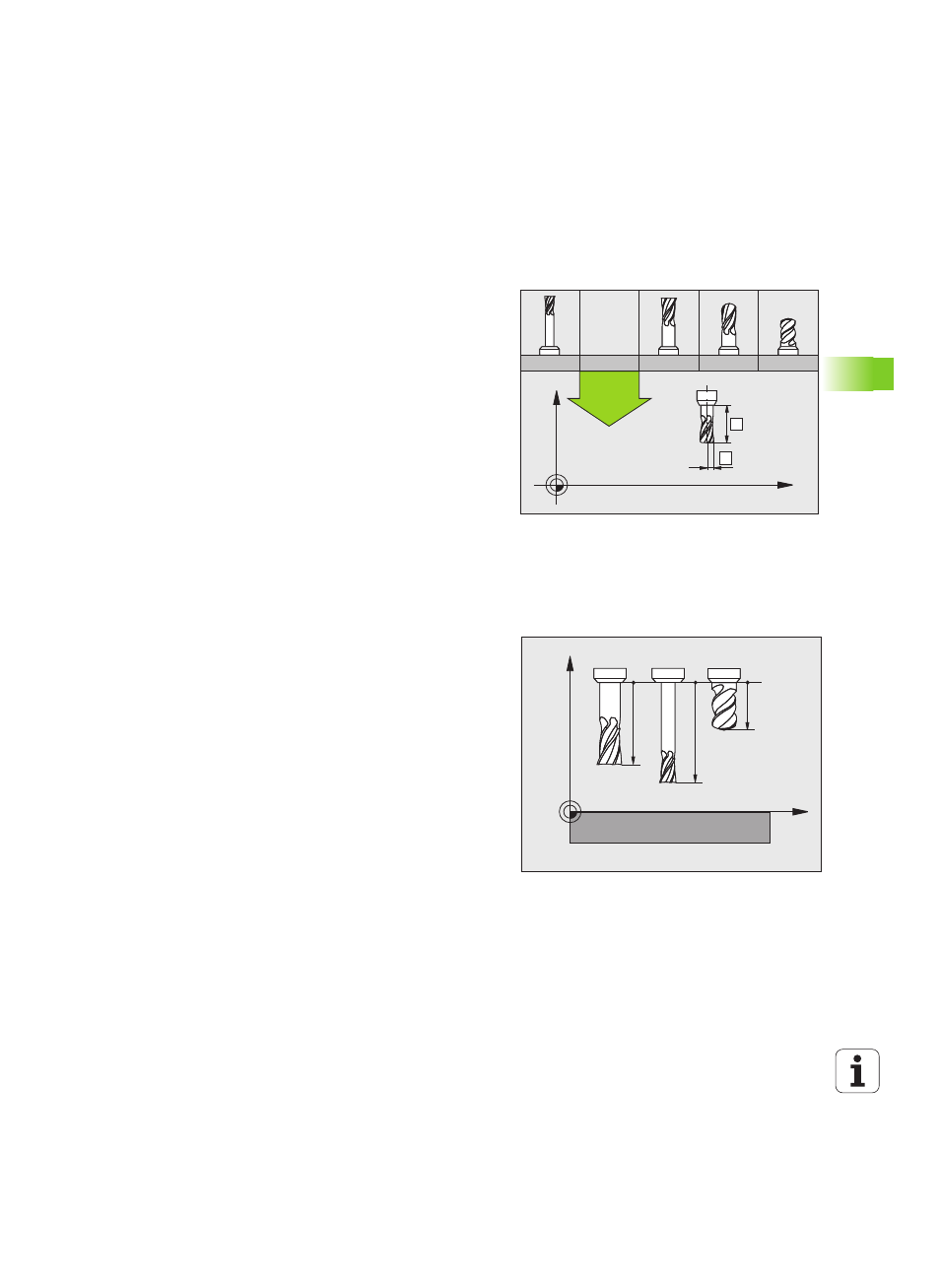
Lunghezza L dell'utensile
La lunghezza utensile L dovrebbe essere inserita fondamentalmente
come lunghezza assoluta riferita all'origine dell'utensile. Per numerose
funzioni in collegamento con la lavorazione su più assi il TNC richiede
obbligatoriamente la lunghezza totale dell'utensile.
Raggio R dell'utensile
Il raggio R dell'utensile viene inserito direttamente.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1