2 sottoprogrammi, Procedura, Note per la programmazione – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuale d'uso
Pagina 211: Programmazione di un sottoprogramma, Chiamata sottoprogramma, 2 s o tt o p rogr ammi 7.2 sottoprogrammi
HEIDENHAIN TNC 640
211
7.
2 S
o
tt
o
p
rogr
ammi
7.2 Sottoprogrammi
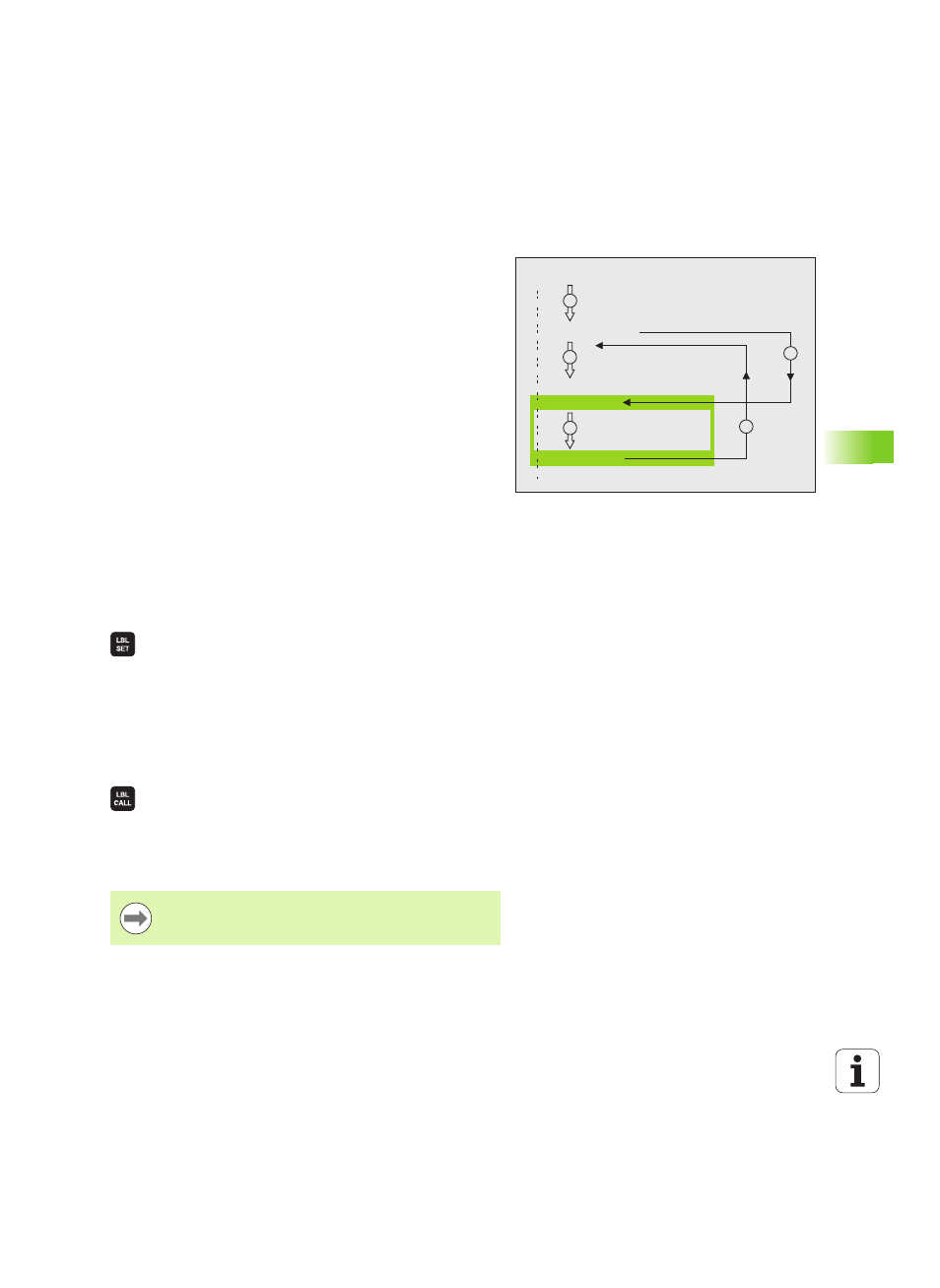
Procedura
1
Il TNC esegue il programma di lavorazione fino al richiamo di un
sottoprogramma con Ln,0
2
Da questo punto il TNC esegue il sottoprogramma richiamato fino
alla sua fine, programmata con G98 L0
3
Successivamente il TNC continua il programma di lavorazione nel
blocco che segue il richiamo del sottoprogramma Ln,0
Note per la programmazione
Un programma principale può contenere fino a 254 sottoprogrammi
I sottoprogrammi possono essere richiamati un numero di volte
qualsiasi nella sequenza desiderata
Un sottoprogramma non può richiamare se stesso
È consigliabile programmare i sottoprogrammi alla fine del
programma principale (dopo il blocco con M2 o M30)
I sottoprogrammi che si trovano nel programma di lavorazione prima
del blocco con M2 o M30 vengono comunque eseguiti una volta
senza essere chiamati
Programmazione di un sottoprogramma
U
Etichettare l'inizio: premere il tasto LBL SET
U
Inserire il numero di sottoprogramma. Se si desidera
utilizzare nomi di LABEL: premere il softkey NOME
LBL per passare all'inserimento di testi
U
Etichettare la fine: premere il tasto LBL SET e inserire
il numero LABEL "0"
Chiamata sottoprogramma
U
Richiamo del sottoprogramma: premere il tasto
LBL CALL
U
Numero label
: inserire il numero di label del
programma da chiamare. Se si desidera utilizzare
nomi di LABEL: premere il softkey NOME LBL per
passare all'inserimento di testi
% ...
L1,0
G00 Z+100 M2
G98 L1 *
G98 L0 *
N99999 % ...
1
2
3
R
S
L'istruzione G98 L 0 non è ammessa in quanto corrisponde
alla chiamata della fine di un sottoprogramma.