5 rotazione del piano di lavoro, Applicazione, modo di funzionamento – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 53
HEIDENHAIN iTNC 530
53
2.
5
R
o
taz
io
n
e
d
el
p
ian
o
d
i l
avo
ro
2.5 Rotazione del piano di lavoro
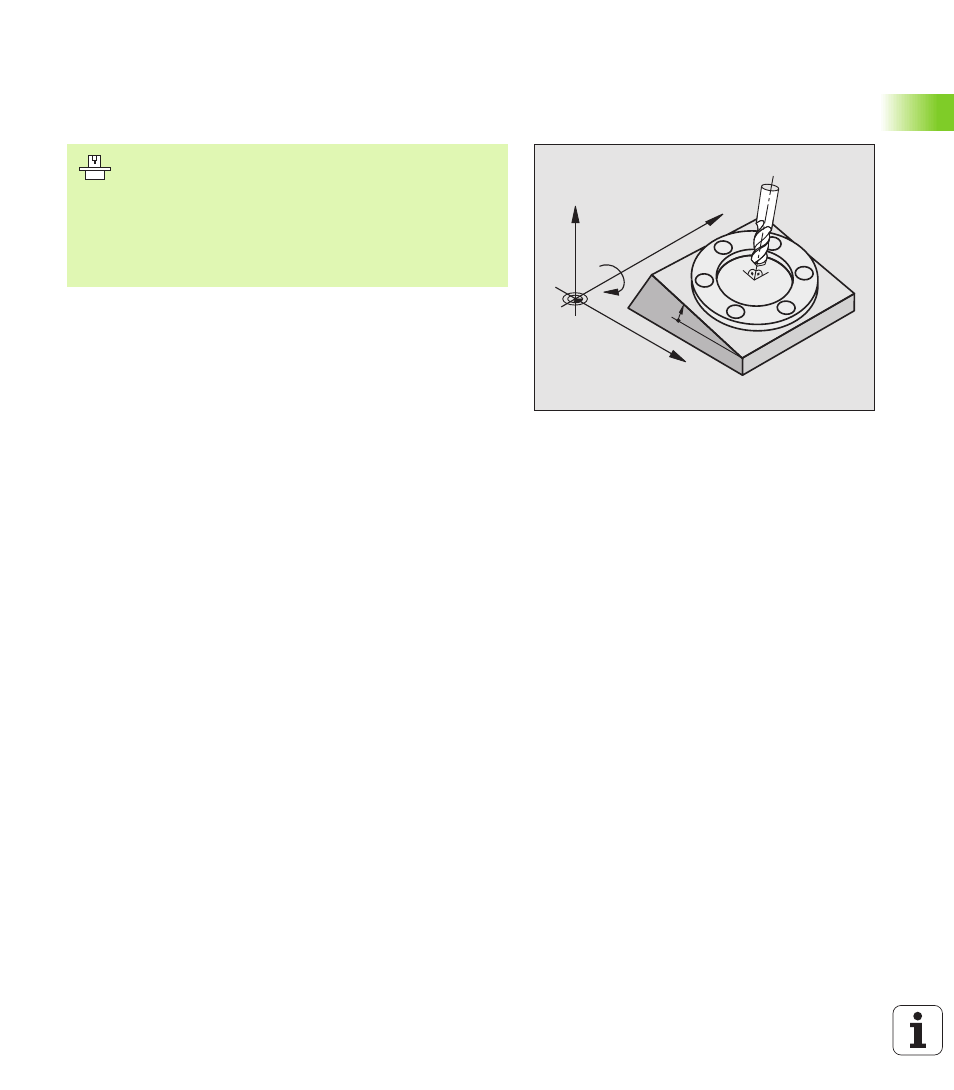
Applicazione, modo di funzionamento
Il TNC supporta la rotazione dei piani di lavoro su macchine con teste
o tavole orientabili. Impieghi tipici sono, p. es., fori obliqui o profili posti
in modo obliquo nello spazio. Il piano di lavoro viene sempre ruotato
intorno al punto zero attivo. La lavorazione viene programmata come
d'abitudine in un piano principale (p.es. piano X/Y) mentre l'esecuzione
viene realizzata in un piano ruotato rispetto al piano principale.
Per la rotazione del piano di lavoro sono disponibili due funzioni:
n
Rotazione manuale con il softkey 3D ROT nei modi operativi
FUNZIONAMENTO MANUALE e VOLANTINO
ELETTRONICOvedere "Attivazione della rotazione manuale", pag. 56
n
Rotazione controllata, ciclo G80 PIANO DI LAVORO nel programma di
lavorazione (vedere "PIANO DI LAVORO (Ciclo G80)", pag. 361)
Le funzioni del TNC per la "Rotazione del piano di lavoro" sono
conversioni di coordinate. Il piano di lavoro è comunque sempre
perpendicolare alla direzione dell'asse utensile.
Nella rotazione del piano di lavoro il TNC distingue tra due tipi di
macchina:
n
Macchina con tavola orientabile
n
Il pezzo deve essere portato nella posizione di lavoro desiderata
mediante posizionamento della tavola orientabile, p.es. in un
blocco G0
n
La posizione dell'asse utensile convertito non cambia rispetto al
sistema di coordinate della macchina. Ruotando la tavola - quindi
il pezzo - p.es. di 90°, il sistema di coordinate non viene trascinato
nella rotazione. Azionando nel modo operativo
FUNZIONAMENTO MANUALE il tasto di movimento Z+, anche
l'utensile si sposta in direzione Z+.
n
Il TNC tiene in considerazione per il calcolo del sistema di
coordinate convertito solo gli spostamenti meccanici della relativa
tavola orientabile - le cosiddette percentuali "traslatorie".
Le funzioni per la rotazione del piano di lavoro vengono
interfacciate dal Costruttore della macchina tra TNC e
macchina. Per determinate teste orientabili (tavole
orientabili), il Costruttore della macchina definisce se gli
angoli programmati nel ciclo vengono interpretati dal TNC
come coordinate degli assi di rotazione oppure come
componenti angolari di un piano inclinato. Consultare il
Manuale della macchina.
X
Z
Y
B
10°