HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 340
338
8 Programmazione: Cicli
8
.8
C
ic
li
S
L
c
on f
or
m
ul
a
de
l
p
rof
il
o
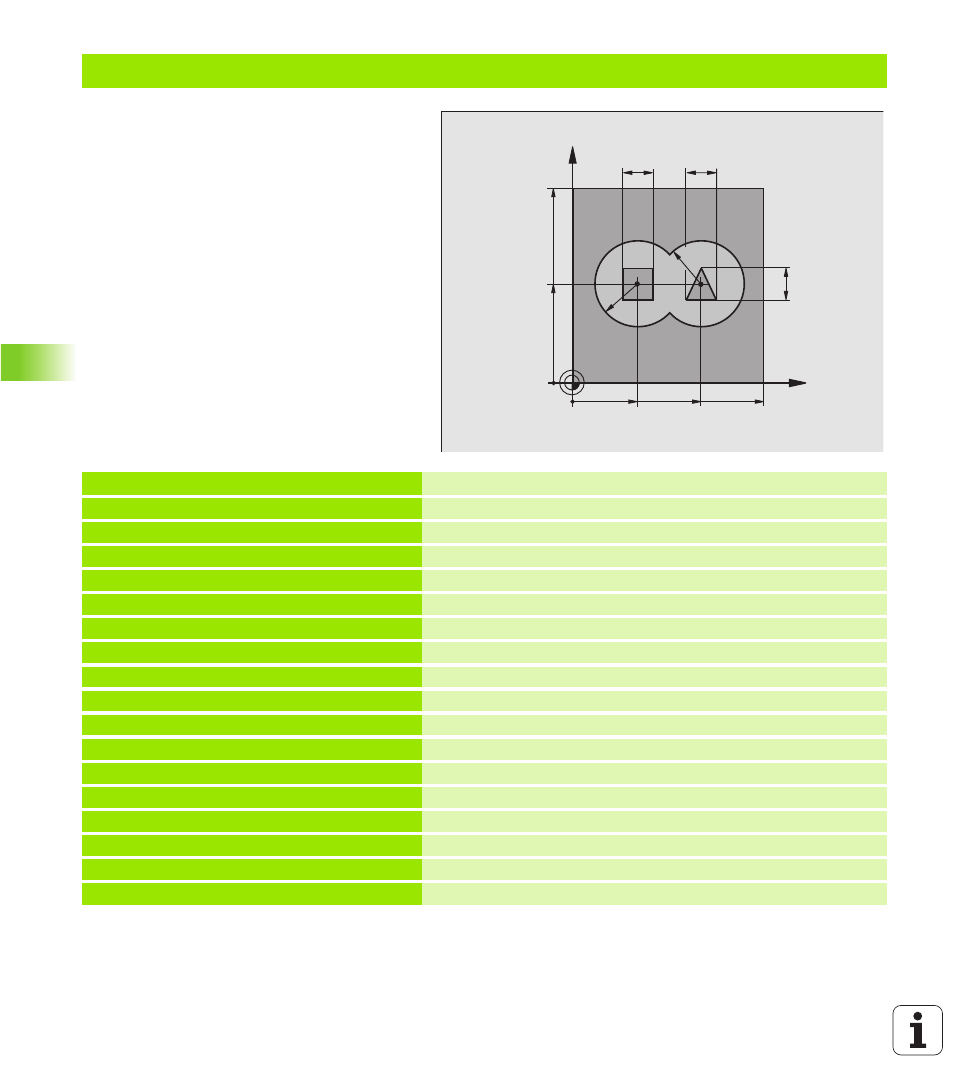
Esempio: Sgrossatura e finitura di profili sovrapposti con formula del profilo
%C 2 1 G 71 *
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z - 40 *
Definizione pezzo grezzo
N2 0 G 3 1 G 9 0 X +1 0 0 Y +1 0 0 Z +0 *
N3 0 G 9 9 T 1 L + 0 R +2 . 5 *
Definizione utensile fresa di sgrossatura
N4 0 G 9 9 T 2 L + 0 R +3 *
Definizione utensile fresa di finitura
N5 0 T 1 G 1 7 S 2 50 0 *
Chiamata utensile fresa di sgrossatura
N6 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Disimpegno utensile
N7 0 % : CN T : “ M OD E L“ *
Indicazione del programma di definizione del profilo
N8 0 G 1 20 D AT I P R OF I LO
Definizione dei parametri generali di lavorazione
Q 1= - 20
;P R O F. FR E SA T UR A
Q 2= 1
;S O V RA P P. TR A IE T T. UT .
Q 3= + 0, 5
;S O V RA M . L AT E RA L E
Q 4= + 0, 5
;S O V RA M . P RO F ON D IT A ’
Q 5= + 0
;C O O R. SU P ER F .
Q 6= 2
;D I S T. DI SI C UR E ZZ A
Q 7= + 10 0
;A L T EZ Z A D I S IC U RE Z ZA
Q 8= 0 ,1
;R A G GI O A R RO T ON D .
Q 9= - 1
;S E N SO DI RO T AZ I ON E
X
Y
35
50
100
100
16
16
R2
5
65
16
R
25