Foratura preliminare (ciclo g56), G56 foratura preliminare (utilizzabile a scelta) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 306
304
8 Programmazione: Cicli
8
.6
C
ic
li
S
L
G
rup
po
I
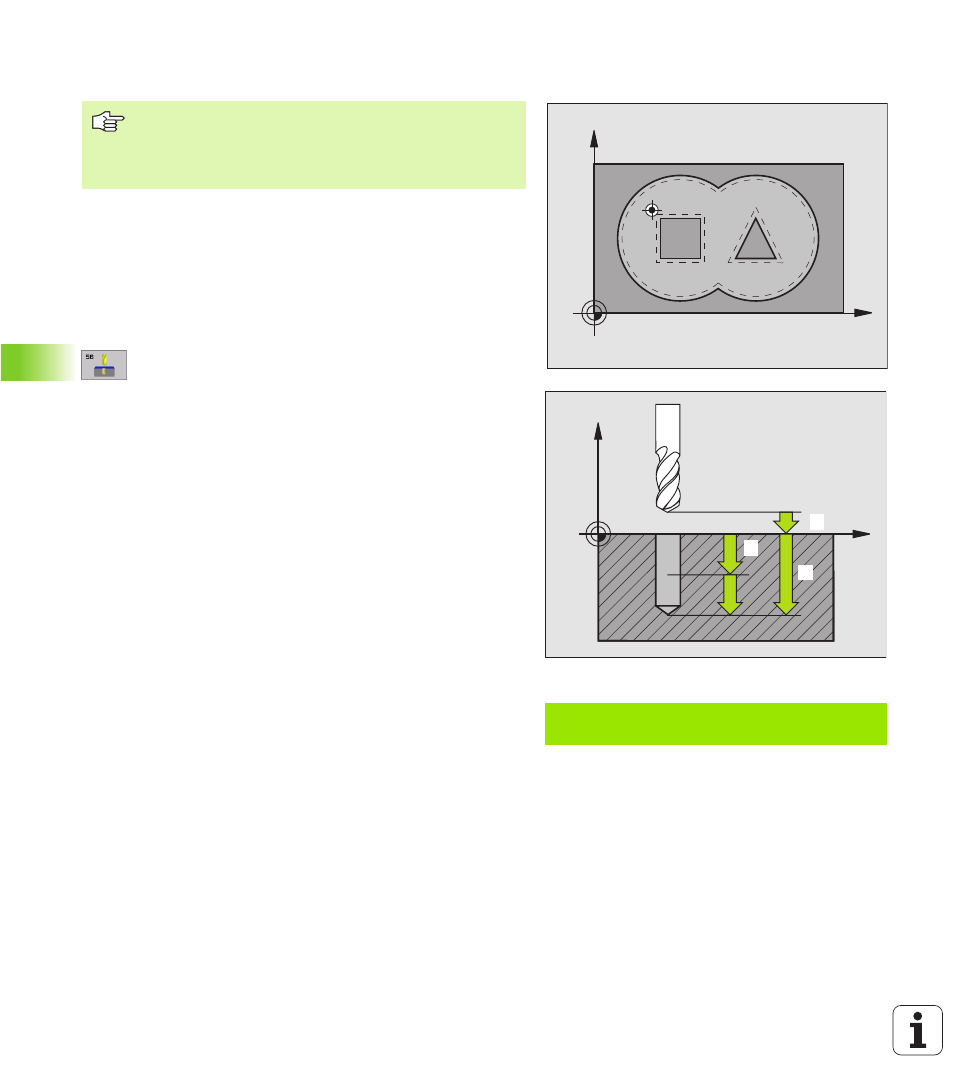
FORATURA PRELIMINARE (Ciclo G56)
Svolgimento del ciclo
Come il ciclo G83 FORATURA PROFONDA,vedere "Cicli di foratura,
maschiatura e fresatura di filettature", pag. 222.
Impiego
Per i punti di penetrazione il ciclo G56 FORATURA PRELIMINARE tiene
conto del SOVRAMETALLO DI FINITURA. I punti di penetrazione sono
contemporaneamente i punti di partenza per lo svuotamento.
U
U
U
U
DISTANZA DI SICUREZZA
1
(in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITA' DI FORATURA
2
(in valore incrementale):
distanza tra la superficie del pezzo e il fondo del foro
(vertice del cono di foratura)
U
U
U
U
PROFONDITA' DI ACCOSTAMENTO
3
(in valore
incrementale): quota dei singoli accostamenti
dell'utensile. La PROFONDITA' DI FORATURA non
deve essere un multiplo della PROFONDITA' DI
ACCOSTAMENTO. L'utensile si porta in un unico
passo alla PROFONDITA' DI FORATURA quando:
n
PROFONDITA' DI ACCOSTAMENTO e
PROFONDITA' sono uguali
n
la PROFONDITA' DI ACCOSTAMENTO è maggiore
della PROFONDITA' DI FORATURA
U
U
U
U
AVANZAMENTO IN PROFONDITA'
: avanzamento di
foratura in mm/min
U
U
U
U
SOVRAMETALLO DI FINITURA:
sovrametallo nel piano di
lavoro
Esempio: Blocchi NC
N 54 G5 6 P 0 1 2 P 02 -1 5 P 03 5 P0 4 2 5 0
P0 5 + 0 ,5 *
X
Y
X
Z
11
2
3
Da osservare prima della programmazione
Programmare l'istruzione di posizionamento del punto di
partenza nell'asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo).