HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 416
414
10 Programmazione: Parametri Q
1
0
.1
0
Es
e
m
p
i di
pr
o
gr
a
m
m
a
z
ione
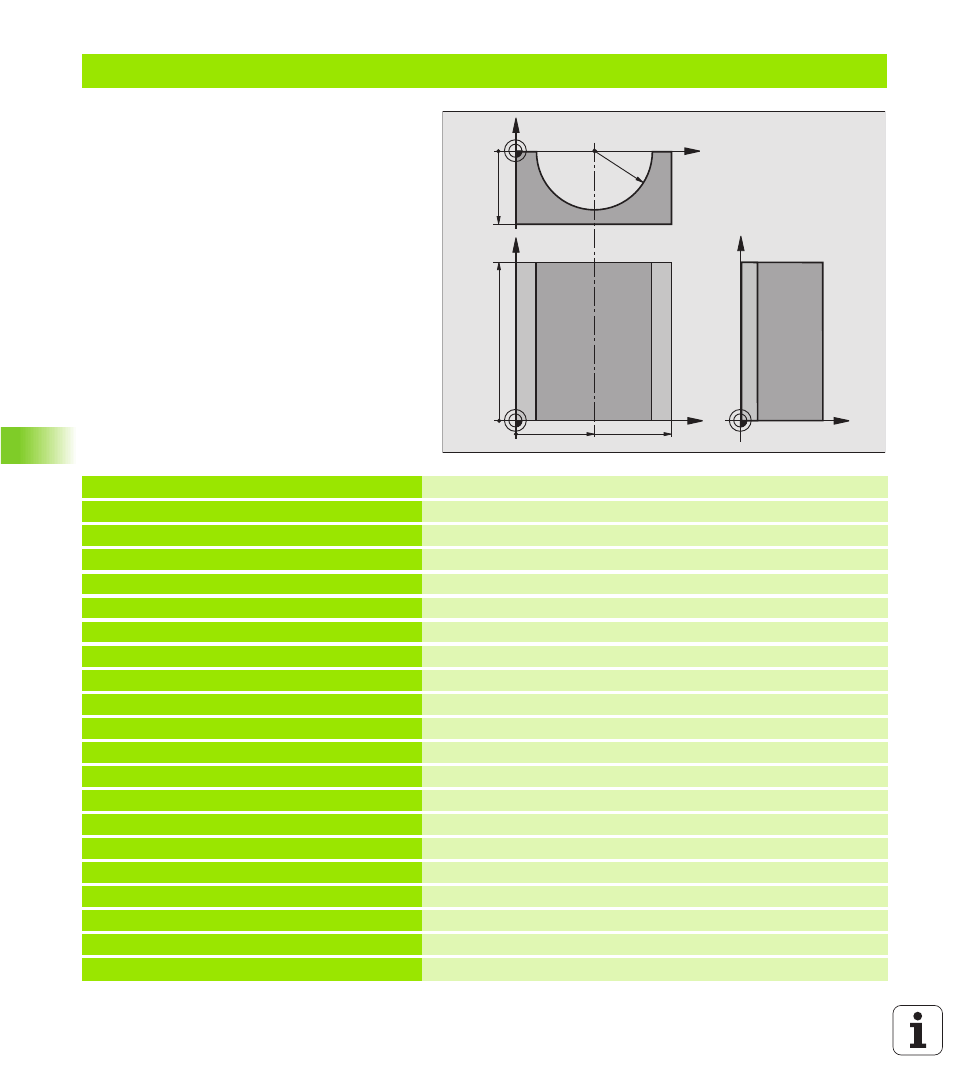
Esempio: lavorazione di un cilindro concavo con fresa a raggio laterale
Esecuzione del programma
n
Il programma funziona solamente con frese a
raggio laterale; la lunghezza utensile si riferisce
al centro della sfera
n
Il profilo del cilindro viene programmato con
tante piccole rette (definibili mediante Q13).
Quanti più tagli vengono programmati, tanto più
liscio risulterà il profilo
n
Il cilindro viene fresato con tagli longitudinale
(qui: paralleli all'asse Y)
n
La direzione di fresatura viene definita mediante
l'angolo di partenza e l'angolo finale solido:
Direzione di lavorazione in senso orario:
Angolo di partenza > Angolo finale
Direzione di lavorazione in senso antiorario:
Angolo di partenza <Angolo finale
n
Il raggio dell'utensile viene corretto
automaticamente
%Z Y LI N G 7 1 *
N1 0 D 0 0 Q 1 P 0 1 + 50 *
Centro asse X
N2 0 D 0 0 Q 2 P 0 1 + 0 *
Centro asse Y
N3 0 D 0 0 Q 3 P 0 1 + 0 *
Centro asse Z
N4 0 D 0 0 Q 4 P 0 1 + 90 *
Angolo di partenza solido (piano Z/X)
N5 0 D 0 0 Q 5 P 0 1 + 27 0 *
Angolo finale solido (piano Z/X)
N6 0 D 0 0 Q 6 P 0 1 + 40 *
Raggio del cilindro
N7 0 D 0 0 Q 7 P 0 1 + 10 0 *
Lunghezza del cilindro
N8 0 D 0 0 Q 8 P 0 1 + 0 *
Rotazione nel piano X/Y
N9 0 D 0 0 Q 1 0 P 01 +5 *
Sovradimensione raggio del cilindro
N1 0 0 D 00 Q 11 P0 1 + 2 50 *
Avanzamento accostamento in profondità
N1 1 0 D 00 Q 12 P0 1 + 4 00 *
Avanzamento di fresatura
N1 2 0 D 00 Q 13 P0 1 + 9 0 *
Numero di tagli
N1 3 0 G 30 G 17 X+ 0 Y + 0 Z -5 0 *
Definizione pezzo grezzo
N1 4 0 G 31 G 90 X+ 1 00 Y+ 1 00 Z+ 0 *
N1 5 0 G 99 T 1 L +0 R+ 3 *
Definizione utensile
N1 6 0 T 1 G 1 7 S 40 0 0 *
Chiamata utensile
N1 7 0 G 00 G 40 G9 0 Z + 25 0 *
Disimpegno utensile
N1 8 0 L 10 . 0 *
Chiamata della lavorazione
N1 9 0 D 00 Q 10 P0 1 + 0 *
Azzeramento della sovradimensione
N2 0 0 L 10 , 0 *
Chiamata della lavorazione
X
Y
50
100
100
Z
Y
X
Z
-50
R4
0