HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 291
HEIDENHAIN iTNC 530
289
8.
4
C
ic
li
p
er
l
a f
re
s
at
u
ra d
i t
as
c
h
e
, i
s
o
le e
s
c
an
al
at
u
re
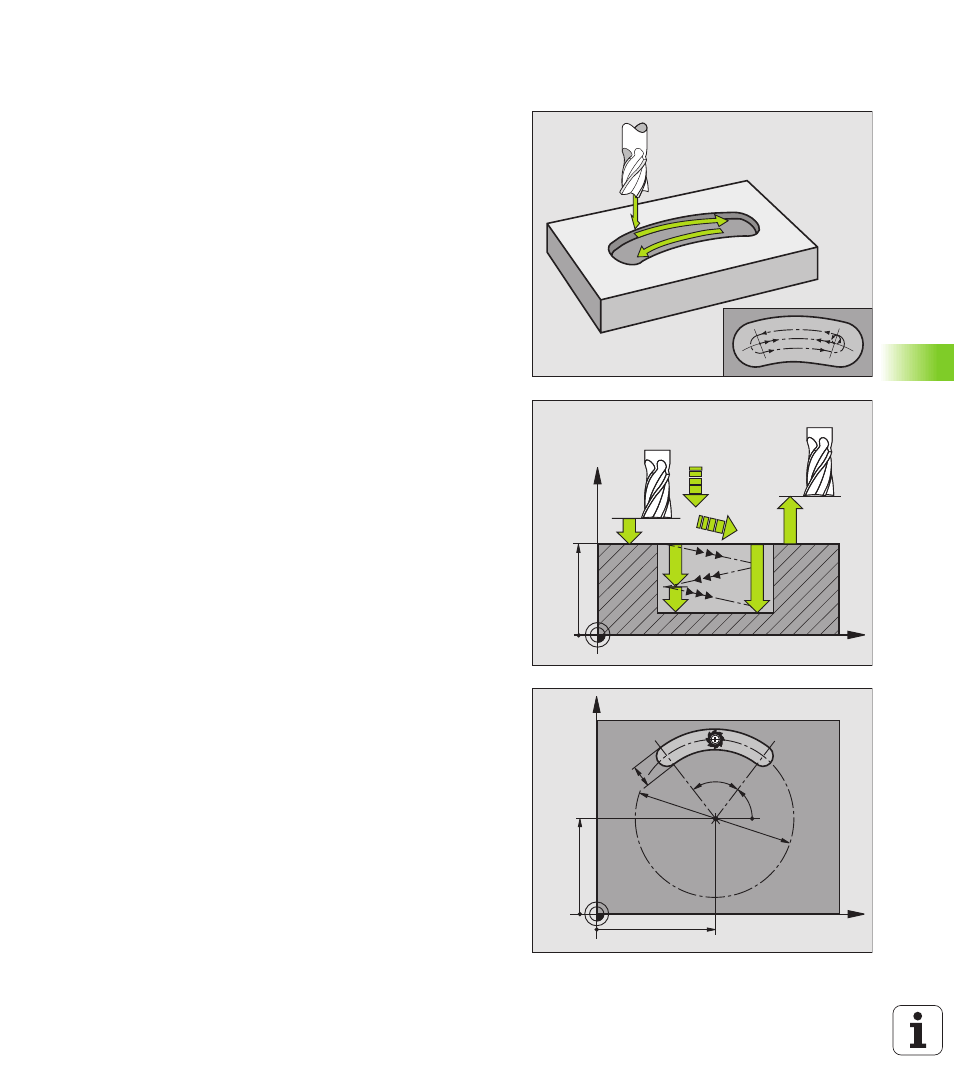
SCANALATURA CIRCOLARE (asola)
penetrazione con pendolamento (Ciclo G211)
Sgrossatura
1
Il TNC posiziona in rapido l'utensile nell'asse del mandrino alla 2ª
DISTANZA DI SICUREZZA e successivamente al centro del
cerchio destro. Da qui il TNC posiziona l'utensile alla DISTANZA DI
SICUREZZA programmata sopra la superficie del pezzo
2
L'utensile si porta con l'AVANZAMENTO DI FRESATURA sulla
superficie del pezzo e da qui - penetrando obliquamente nel
materiale - fino all'altra estremità della scanalatura
3
Successivamente l'utensile si riporta, di nuovo obliquamente
penetrando, al punto di partenza; questi passi (da 2 a 3) si ripetono
fino al raggiungimento della PROFONDITA' DI FRESATURA
programmata
4
Alla PROFONDITA' DI FRESATURA l'utensile si sposta,
eseguendo una fresatura a spianare, all’altra estremità della
scanalatura
Finitura
5
Dal centro della scanalatura il TNC avvicina l'utensile
tangenzialmente al profilo finito; quindi il TNC esegue la fresatura
concorde del profilo (con M3), se programmato anche con più
passate. Il punto di partenza per la finitura si trova al centro del
cerchio destro.
6
Alla fine del profilo l'utensile si stacca tangenzialmente dallo stesso
7
Successivamente l'utensile si porta in rapido alla DISTANZA DI
SICUREZZA e, se programmata, alla 2ª DISTANZA DI SICUREZZA
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244