HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 246
244
8 Programmazione: Cicli
8.
3 C
ic
li
d
i f
o
ra
tu
ra,
m
as
c
h
iat
u
ra e
fr
es
at
u
ra d
i
fi
let
tat
u
re
U
U
U
U
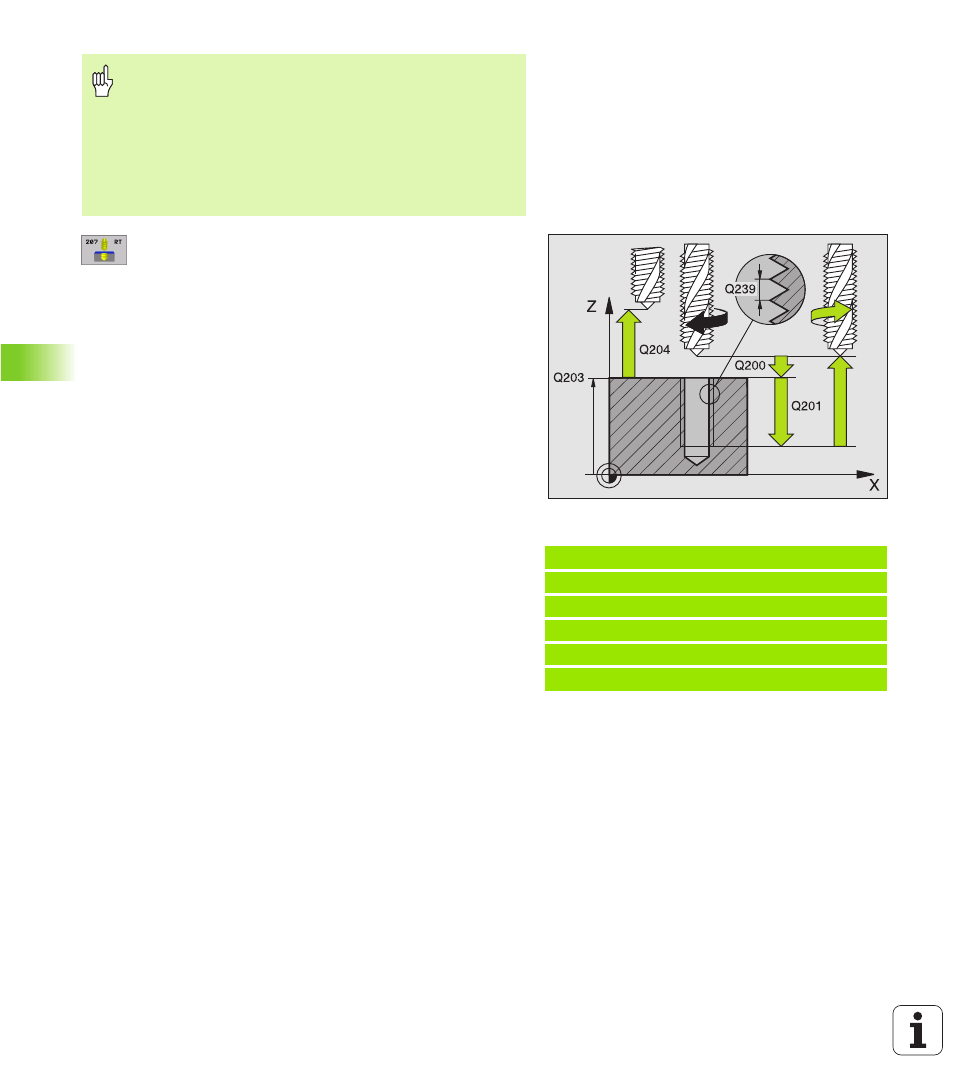
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITA'
Q201 (in valore incrementale): distanza
tra la superficie del pezzo e la fine della filettatura
U
U
U
U
PASSO DELLA FILETTATURA
Q239:
passo della filettatura. Il segno definisce se si tratta di
una filettatura destrorsa o sinistrorsa:
+= Filettatura destrorsa
–= Filettatura sinistrorsa
U
U
U
U
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo
U
U
U
U
2ª DISTANZA DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio)
Disimpegno in un'interruzione del programma
Premendo durante la maschiatura il tasto esterno di STOP, il TNC
visualizzerà il softkey OPERAZ. MANUALE. Premendo il softkey
OPERAZ. MANUALE l'utensile può essere disimpegnato da
programma. Per questo disimpegno controllato azionare il tasto
esterno di movimento positivo dell'asse mandrino attivo.
Con il parametro macchina 7441 Bit 2 si imposta se il TNC
deve emettere un messaggio d’errore (Bit 2=1) oppure no
(Bit 2=0) se viene inserita una profondità positiva.
Attenzione, pericolo di collisione!
Tenere presente che con profondità inserita positiva il
TNC inverte il calcolo del preposizionamento. Quindi
l’utensile si sposta in rapido nell’asse utensile fino alla
distanza di sicurezza sotto la superficie del pezzo!
Esempio: Blocchi NC
N 26 G2 0 7
Q 2 00 = 2
; DI S T. DI SI C UR E ZZ A
Q 2 01 = -2 0
; PR O FO N DI T À
Q 2 39 = +1
; PA S SO FI L ET T AT U RA
Q 2 03 = +2 5
; CO O R. SU P ER F .
Q 2 04 = 50
; 2. DI S T. DI SI C UR E ZZ A