Tolleranza (ciclo g62), Vedere "tolleranza (ciclo g62)", pag. 371), 1 1 c icl i sp e ci a li – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 373
HEIDENHAIN iTNC 530
371
8
.1
1
C
icl
i
sp
e
ci
a
li
TOLLERANZA (Ciclo G62)
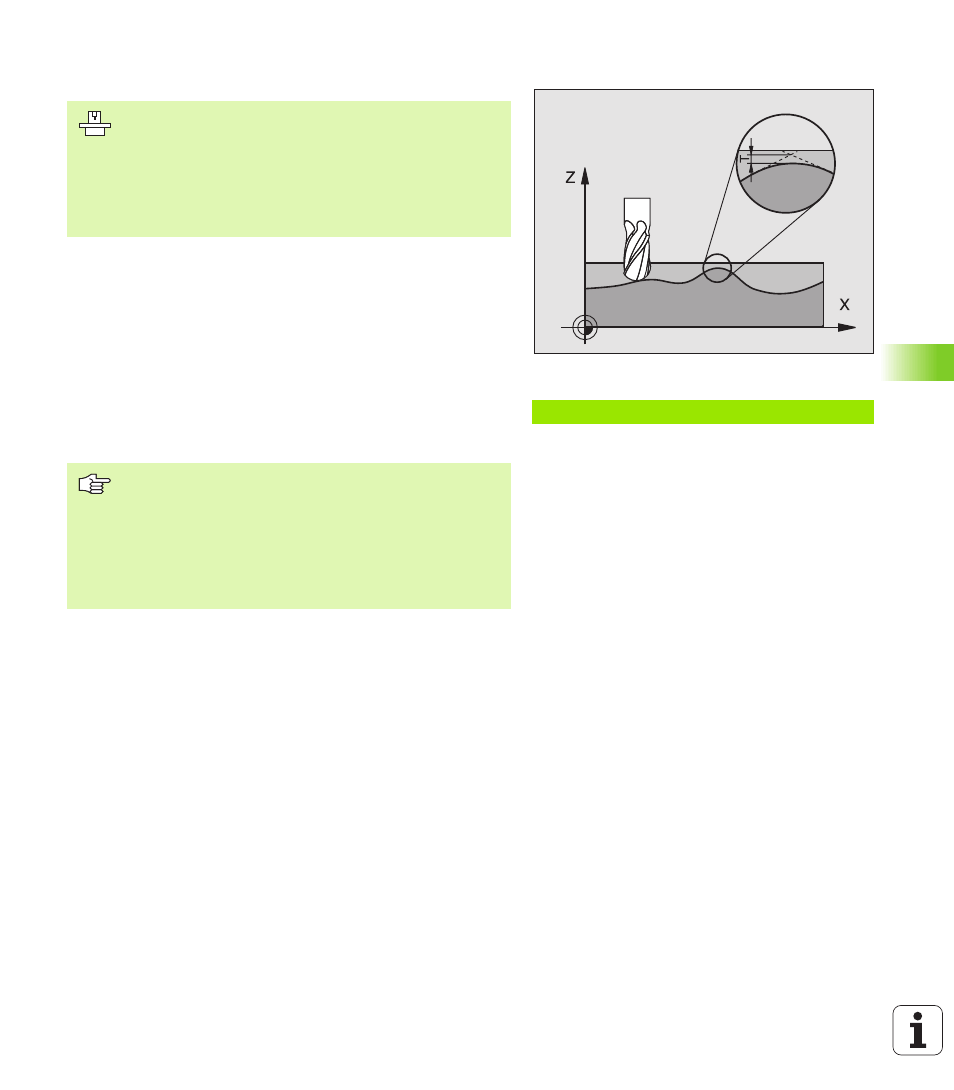
Il TNC smussa automaticamente il profilo tra elementi di profilo
qualsiasi (corretti o non corretti). Così l'utensile si sposta in modo
continuo sulla superficie del pezzo. Se necessario il TNC riduce
automaticamente l'avanzamento programmato, in modo che il
programma venga sempre eseguito dal TNC senza "contraccolpi" e alla
velocità massima possibile. La qualità della superficie viene migliorata
e la macchina non viene sollecitata.
La smussatura crea uno scostamento dal profilo. L'entità dello
scostamento dal profilo (VALORE DI TOLLERANZA) viene definito dal
Costruttore della macchina in un parametro macchina. Con il Ciclo G62
si può modificare il valore di tolleranza preimpostato e selezionare
differenti impostazioni del filtro.
Esempio: Blocchi NC
N 7 8 G 62 T0 , 05 P 01 0 P 02 5*
La macchina e il TNC devono essere predisposti dal
Costruttore.
I parametri di ciclo FINITURA/SGROSSATURA e TOLLERANZA
PER ASSI DI ROTAZIONE
possono essere inseriti solo se
sulla macchina è attivo il filtro HSC (opzione software 2).
Altrimenti il TNC emette un messaggio d'errore. Rivolgersi
event. al Costruttore della macchina.
Da osservare prima della programmazione
Il ciclo G62 è DEF attivo, cioè è attivo a partire dalla sua
definizione nel programma
Per disattivare il ciclo G62, occorre ridefinire il ciclo G62 e
confermare la domanda di dialogo relativa al VALORE DI
TOLLERANZA
con NO ENT. Con la disattivazione viene
riattivata la tolleranza preimpostata: